Transcription of The Costs and Benefits of Selective Catalytic …
1 The Costs and Benefits of Selective Catalytic reduction on Cement Kilns for Multi Pollutant Control report by: Al Armendariz, Department of Environmental and Civil Engineering Southern Methodist University Box 750340 Dallas, Texas, 75275 0340 February 11, 2008 ABSTRACT SCR is an effective and proven technology to reduce nitrogen oxide emissions from cement kilns. SCR can reduce NOx emissions from cement kilns by greater than 90%, consistent with what has been observed with SCR in other industries. In addition, there is accumulating data on the ability of SCR to simultaneously control emissions of other pollutants, including VOCs, dioxins and furans, ammonia, and mercury. SCR can achieve this performance with cost effectiveness of approximately $1500 3800/ton NOx for dry kilns, and $5500 6100/ton NOx for wet kilns, easily within regulatory cost thresholds for many NOx control INTRODUCTION TO Selective Catalytic reduction Selective Catalytic reduction (SCR) of nitrogen oxides was first developed in 1957 by engineers working for Englehard Industries to reduce emissions from nitric acid plants (Cohn et al.)
2 1961). The technique has become one of the most successful and important air pollution control techniques ever invented. SCR systems have now been used worldwide for more than 50 years, with extensive experience in the on industrial applications since 1979. Examples of successful SCR installation include coal, oil, and gas fired utility boilers, gas turbines, reciprocating internal combustion engines, refinery heaters, ethylene crackers, nitric acid plants, glass furnaces, cement plants, steel sinter plants, and waste incinerators (Mann et al. 2005; Foerter and Whiteman 2006). Nitrogen oxide (NOx) emission reductions of 70 to 90 percent or more have been achieved at many facilities. The principal of SCR operation is the chemical reaction of NOx and a reducing agent over a catalyst. The reducing agent, such as ammonia or urea, and NOx combine to form harmless nitrogen gas and water, which are emitted out the stack.
3 Ammonia used in SCR systems can be stored on site as anhydrous ammonia or in an aqueous solution. The chemical reactions leading to NOx destruction with ammonia over the catalyst are: 4NH3 + 4NO + O2 > 4N2 + 6H2O 4NH3 + 2NO2 + O2 > 3N2 + 6H2O The technique is known as " Selective " because the reducing agent will preferentially react with NOx instead of O2 at the proper temperature. The term " reduction " is used because the nitrogen is chemically reduced from an oxidized form to molecular nitrogen. The catalysts used in the SCR process are made of base metal oxides (such as titanium, vanadium, and tungsten oxides), precious metals (like platinum or palladium), or zeolites. The hardware for an SCR system includes the ammonia or urea storage and delivery system (tank, vaporizer, pumps/blowers, valves), injection nozzle grid for the reducing agent, the catalyst reactor unit (catalyst and housing), and continuous gas monitors for NOx and ammonia.
4 SCR can be used by itself for NOx control, or used in conjunction with other NOx control techniques, like Selective non Catalytic reduction (SNCR), low NOx burners (LNB), over fired air, and flue gas recirculation (FGR). The SCR process is temperature dependent, and each catalyst formulation operates best within a specific temperatures range. Catalysts are available for stack gas temperatures between 200 600 C. At temperatures below the design range of a catalyst, the reaction between ammonia and NOx is slow, and most of the ammonia and NOx will be emitted from the stack. At temperatures above the design rage, the ammonia will be oxidized by oxygen in the stack gases to form nitrogen gas and additional nitrogen oxides. 2 Experience from utility and industrial SCR installations indicates that design and installation of large scale SCR systems can take from 11 to 18 months (Foerter and Whiteman 2006).
5 Selective Catalytic reduction ON CEMENT KILNS Cement Applications The use of full scale SCR systems to control NOx emissions from cement kilns began in 2001, many years after the technology had been applied to a wide variety of other applications. Many factors favor the use of SCR on cement kilns, including: (1) the gas temperatures between the rotary kiln and the stack are typically within the proper SCR operating range; (2) high concentrations of NOx are created in the cement kiln gases because of the high temperatures in the rotary kiln; (3) many kilns are located near large urban areas where NOx emissions can contribute summer ozone pollution. There is a potential concern with using SCR on cement kilns related to the high concentration of dust in cement kiln gases (Portland Cement Association 2006). The concentration of dust in these gases can be as high as or higher than the concentration in other SCR applications like coal fired power plants and waste incinerators.
6 A poorly designed or operated SCR system that does not account for or manage the dust properly could experience plugging in the catalyst channels or abrasion/wearing of the catalyst by the dust. However, the three recent installations of SCR on cement kilns show that SCR vendors can properly design and install units which manage the dust and successfully operate for many years. Solnhofer In 2001, the first SCR system on a cement kiln began operation at the Solnhofer cement plant in Germany. The plant has a production capacity of 1600 tons clinker/day and it is a dry preheater (PH) style of kiln. The SCR system at Solnhofer managed the incoming dust with the installation of compressed air dust blowers which would periodically blow high velocity air through the catalyst channels to prevent dust buildup. At the time of construction in 2000, there was uncertainty as to the NOx emission standard that would be adopted by EU governments for cement kilns (proposals ranged from 200 to 1200 mg NOx/m3 gases).
7 As a result, the SCR unit was constructed to hold up to 6 catalyst layers, in case the most stringent standards were adopted. By the time of operation in 2001, the German government adopted a moderate emission standard (500 mg/m3) and only three layers (out of 6) were fitted with actual catalyst, and the other 3 were operated empty (Linero 2006; EPA 2007; EU IPPC 2007). The catalyst in the Solnhofer system was manufactured by KWH Catalysts, who guaranteed a catalyst lifetime of 2 years, with an expected lifetime of 3 4 years. In 3 January 2006, the original catalyst was removed after a service life of greater than years. After removal of the original catalyst, the cement plant began testing different catalyst designs. In the interim, the plant was required by regulators to operate another NOx control technology (SNCR) to meet the 500 mg/m3 emission standard.
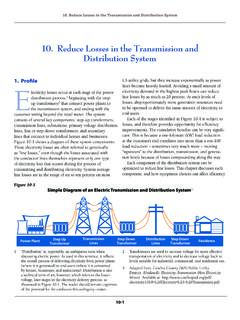
8 Company and regulatory personnel with knowledge of the SCR unit have published and publically expressed positive assessments of the SCR system, have called this first full scale installation on a cement kiln a success, and believe that emission levels of 200 mg/m3 or lower are achievable with SCR (Haug et al. 2001; Kossina 2001; Haug et al. 2002; Bolwerk et al. 2006; Linero 2006). In addition, a recent assessments of the Solnhofer system concluded that catalysts lifetimes on the order of 5 to 6 years are likely achievable, even longer than catalyst lifetimes achieved in other industries (EU IPPC 2007). Figure 1 shows the catalyst removed from the Solnhofer SCR unit after more than years of operation, as well as unused catalyst at the cement plant (Linero 2006). Figure 1. Used and Unused SCR Catalyst from the Solnhofer Zementwerke. (Reference: Linero 2006, p.)
9 5) Cementeria di Monselice Following the success at Solnhofer, the second full scale SCR system on a cement kiln began operation on June 1, 2006 at the Cementeria di Monselice in Padova Province, Italy (Leibacher et al. 2006). The kiln has a production capacity of 1900 tons clinker/day and is a dry preheater (PH) style of kiln. The province of Padova and other areas of northern and central Italy experience high levels of photochemical smog in the summer, and the plant installed the SCR unit as part of a broad environmental and community outreach program. The catalysts in the Monselice system were manufactured by ELEX of Zurich, Switzerland. Like the system in Germany, the unit at Monselice handles the high dust 4 concentrations in cement kiln gases (approximately 100 g dust/m3) with air blowers that prevent dust from clogging the catalyst channels.
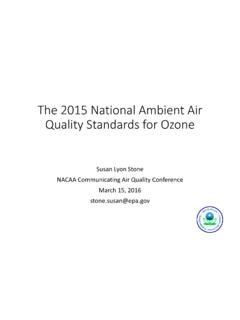
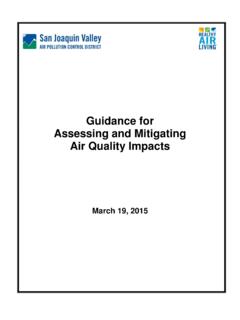
10 Also like the system in Germany, the SCR unit was manufactured with the capacity to hold 6 catalyst modules, although only 3 have been in use since installation. The SCR system has been performing at a high level, with exit concentrations as low as 50 mg/m3, corresponding to lbs NOx/ton clinker and 95% NOx removal efficiency (Leibacher et al. 2006; Linero et al. 2007; EU IPPC 2007). The plant has a regulatory limit of 800 mg/m3, and typically operates at 400 mg/m3. The Leibacher et al. 2006 report concluded that the SCR system used at Monselice was applicable not only to preheater kilns, but also to other style kilns, like preheater/precalciner (PH/PC) kilns. Figure 2 shows pictures of the catalyst modules in use at the Monselice facility (EU IPPC 2007). Figure 2. Installed SCR Catalyst at the Cementeria di Monselice. (Reference: EU IPPC 2007, p.)