Transcription of 3 Extrusions-Streckblasformmaschinen
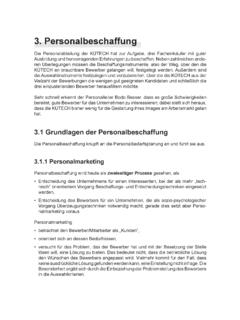
1 Extrusions-Streckblasformmaschinen 467. 3 Extrusions-Streckblasformmaschinen Verfahrensgrundz ge Das Extrusions-Streckblasformen ist eine Variante des Blasformens, durch das bei rota- tionssymmetrischen Hohlk rpern bessere Produkteigenschaften erzielt werden. Verarbeitet werden berwiegend PVC, PET und Polyacrylnitril (PAN) zu Flaschen von 0,5 bis 2 l In- halt. Aus dem extrudierten Schlauchvorformling wird in einem ersten Schritt ein Zwischen- produkt, der Hohlk rpervorformling, hergestellt, der bereits die M ndungsform der herzu- Bild 39: Schematischer Ablauf des Streckblasformens A: extrusion des Schlauchvorformlings, B: Blasen und Konditionieren des Vorformlings, C: mechanische L ngsverstreckung des Vorformlings, D: Fertigblasen des Vorformlings und Abk hlen in der Streckblasform (Werkfoto: Battenfeld-Fischer (SIG)).
2 468 Blasformmaschinen stellenden Flasche aufweist, dessen L nge und Durchmesser aber kleiner sind (Bild 39). Dieser wird in einem Vorformwerkzeug blasgeformt auf eine rohstoffabh ngige Strecktem- peratur abgek hlt und nach dem Abtrennen der Butzen in das Streckblaswerkzeug ber- geben. Dort wird er in einem zweiten Schritt durch einen mechanischen Stempel l ngs- gestreckt und zur fertigen Flasche aufgeblasen; nach dem Abk hlen wird das Produkt ausgeworfen. Oft wird zwischen der Herstellung des Vorformlings und dem Streckformvor- gang ein Konditioniervorgang zwischengeschaltet, bei dem der Vorformling m glichst gleichm ig auf die g nstigste Strecktemperatur im thermoelastischen Bereich temperiert wird.
3 Die durch biaxiales Verstrecken eingebrachten Orientierungen bleiben weitgehend er- halten. Dies f hrt zu Produktverbesserungen im Hinblick auf Steifigkeit, Schlagz higkeit, Transparenz und Glanz, Permationsverhalten und Berstdruckfestigkeit. Die Verbesserung der mechanischen Gebrauchseigenschaften kann auch f r einen reduzierten Rohstoffeinsatz (ca. 15 bis 35%) gegen ber den extrusionsgeblasenen Flaschen genutzt werden. Dies ist der wirtschaftliche Vorteil des Streckblasens. Neben der Wahl der Verstrecktemperatur liegt das wesentliche Know-how in der Auslegung des Vorformlings und den Einzelverstreckgraden in den beiden Richtungen. Wie beim Extrusionsblasformen bleiben jedoch zwei nachteilige Punkte f r die Produkt- qualit t und den universellen Einsatz bestehen.
4 Zum einen weist der geblasene Vorformling weiterhin Abquetschstellen und damit Schwei n hte auf, die Schwachstellen des streck- geblasenen Endprodukts darstellen. Zum anderen ist die Verarbeitung relativ niedrigvisko- ser Kunststoffe durch die Grenzen der erforderlichen Schlauchstabilit t eingeengt. Beide Schwachstellen konnten durch das Spritzgie en von Vorformlingen, so genannten Preforms, beseitigt werden. Das Einspritzen von Schmelze in ein Spritzgie werkzeug l sst zudem sehr genaue Geometrien, insbesondere im Gewinde- und Verschlussbereich der Hohlk rper zu. Als einzige strukturelle Schwachstelle ist der Punktanguss an den Preforms anzusehen. Das Extrusions-Streckblasformen hat daher in den letzten Jahren gegen ber den Verfahren des Spritzblasformens und des ein- und zweistufigen Spritz-Streckblasformens (Abschnitte 4 und 5) viel an Bedeutung verloren.
5 Bauarten Es gibt sowohl spezielle Extrusions-Streckblasformmaschinen als auch Extrusions-Blas- formmaschinen, die sich mit Hilfe von Umbaus tzen f r das Streckblasen umr sten lassen. Notwendig sind ein Vorblas-Werkzeug mit Blasdorn und Trenneinrichtungen f r den Bo- den- und Kopfabfall sowie ein Temperierger t zum Konditionieren des Vorformlings. Bei dem Fertig-Blasformwerkzeug muss ein Blasdorn mit Streckstempel eingesetzt werden. Da der Flaschenboden oft nach innen gekr mmt ist (Standsicherheit), verf gt das Blasform- werkzeug ber einen beweglichen Formboden, um die Entformung zu gew hrleisten. Die Extrusionseinheit entspricht der von Extrusions-Blasformmaschinen; zur Leistungssteige- rung werden auch Zwei- und Dreifach-Schlauchwerkzeuge eingesetzt.
6 Spritz-Blasformmaschinen 469. 4 Spritz-Blasformmaschinen Verfahrensgrundz ge Das Verfahren des Spritzblasformens wird zum Herstellen von Hohlk rpern mit Inhalten bis ca. 2 l (vereinzelt bis 5 l) eingesetzt. Dazu geh ren runde, ovale und asymmetrische Beh lter mit engem oder weitem Hals- und Verschlussbereich, die vorwiegend in der Kos- metik-, Lebensmittel-, Reinigungsmittelindustrie und in der Medizintechnik verwendet werden. Es werden PET, PP, PE, PVC, PS, SB, PC und PAN verarbeitet. Bei dem Verfahren wird in einer ersten Stufe durch Spritzgie en ein Vorformling hergestellt (Preform) und dieser anschlie end in einem weiteren Schritt zum fertigen Hohlk rper auf- geblasen [17]. Die Techniken des Spritzgie ens und des Blasformens sind in einem Prozess und in einer Maschine integriert.
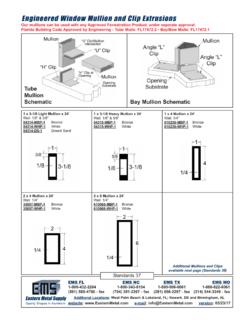
7 Die Vorteile des Verfahrens liegen in der Verarbeitbarkeit niedrigviskoser Kunststoffe, in der Nahtlosigkeit der Produkte und im Erzielen sehr guter Oberfl chenqualit ten. Werden angusslose Spritzgie verfahren ( die Hei kanaltechnik) verwendet, so arbeitet das Ver- fahren abfallfrei. Durch das Spritzgie en kann der M ndungs- und Dichtbereich ma haltig geformt werden, und auch die Wanddickenverteilung des Vorformlings wird durch die Ka- vit t des Spritzgie werkzeugs pr zise festgelegt. In Bild 40 ist der Verfahrensablauf beim Spritzblasen dargestellt. Der gespritzte Vorform- ling wird in einer zweiten Stufe aufgeblasen und anschlie end abgek hlt und ausgeworfen. Der Wanddickenverlauf des Blasformteils kann hier auch durch den Temperaturverlauf am Vorformling beeinflusst werden.
8 Es gibt auch die M glichkeiten, das Spritzgie werkzeug, den Spritzdorn und auch das Blasformwerkzeug zonenweise unterschiedlich zu temperie- ren. Bild 40: Arbeitsweise von Spritz-Blasformmaschinen mit drei (links) bzw. vier Stationen (schematisch). a: Spritzgie en des Vorformlings, b: Blasformen des Hohlk rpers, c: Abstreifen des fertigen Gebindes vom Dorn und Temperieren des Dorns, d: Abstreifen des fertigen Gebindes, e: Temperieren der Spritzblasdorne 470 Blasformmaschinen Bauarten Die Plastifiziereinheit von Spritz-Blasformmaschinen entspricht im Wesentlichen der Aus- f hrung von blichen Schnecken-Kolben-Spritzgie maschinen. Die Formgebungseinheit ist meist als Mehrstationenanlage konstruiert. Die Schlie einheit f r das Spritzgie werk- zeug ist immer die erste Station.
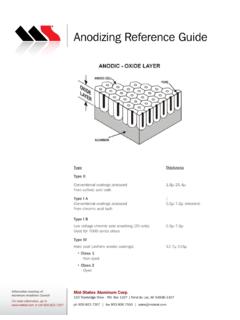
9 Diese ist zusammen mit den nachfolgenden Bearbeitungs- stationen f r das Blasen und Entformen des Hohlk rpers meist auf einem drehbaren Tisch angeordnet. Der Transport der Produkte in die verschiedenen Stationen erfolgt mit Hilfe des Kerns des Spritzgie werkzeugs, der in der Blasstation die Funktion des Blasdorns ber- nimmt. Abh ngig vom Beh ltervolumen werden Spritzgie - und Blasformwerkzeuge mit jeweils bis zu zw lf Kavit ten eingesetzt. Bild 41 zeigt ein Beispiel f r die Ausf hrung der Formgebungseinheit einer Spritz-Blas- formanlage f r die gleichzeitige Produktion von zw lf Produkten. Spritzgie - und Blas- formstation haben eigene Schlie einheiten mit unterschiedlichen Schlie kr ften. Im Zent- rum der drei Stationen bewegt ein Drehtisch die Spritzgie kerne taktweise um 120 und transportiert damit die Vorformlinge von der Spritzgie station zur Blasformstation, gleich- zeitig die Blasteile zur Auswerferstation und die freien Dorne zur Spritzgie station.
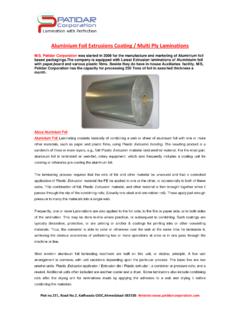
10 Der enorme Zuwachs des Bedarfs an Flaschen und Beh ltern aus PET hat unter anderem auch dazu gef hrt, dass der Hauptanteil an Entwicklungen der letzten Jahre in die Verfah- rens- und Maschinentechnik des verwandten Spritz-Streckblasformprozesses gesteckt wurde. Der zus tzliche Arbeitsschritt des L ngsverstreckens des gespritzten Preforms f hrt bei PET zu weiteren Produktvorteilen, die sich aus der biaxialen Orientierung ergeben (Ab- schnitte und 5). Notwendig ist aber auch eine v llig ver nderte Maschinenkonzeption. Spritz-Blasformmaschinen werden weitgehend nur noch f r die Verarbeitung von PE, PP. und PVC eingesetzt. Bild 41: Formgebungseinheit einer Spritz-Blasformmaschine f r zw lf Beh lter mit Spritzgie - und Konditionierstation f r die Preforms, Blas- und K hlstation f r die Hohlk rper, Entform- station und Weitertransport der Beh lter zur F lllinie (Werkbild: Uniloy Milacron).