Transcription of Advantages In Design By Laser Welding Of Co …
1 Advantages IN Design BY Laser Welding OF CO- extruded thermoplastic elastomers Rolf Klein, Gareth McGrath and Bill Cawley Gentex Corporation, Carbondale PA 18407, USA Bob Donahue Natvar, West Clayton NC 27520, USA Abstract thermoplastic elastomers can be transmission Laser welded using near infrared (NIR) absorbing materials as a mechanism to produce heat and localised melting. NIR absorbers generate much less colour than carbon black and so are ideal for medical applications where the use of transparent materials is required. An example of such an application is Laser weldable medical tubes made from TPU with NIR additives. This paper will discuss the Advantages of Laser Welding luer connectors to the ends of the tube and will compare the results of Laser Welding with conventional joining methods like adhesive bonding. Data will be provided to demonstrate opportunities, such as reduced joint area and Welding time, which are created using this unique product development.
2 The quality of Laser Welding achieved allows optimization of the luer Design , while reducing assembly time significantly. This new technology eliminates the need for solvents and adhesives required by most medical in assembly operations currently in the medical market place. Introduction Laser Welding was first demonstrated on thermoplastics in the 1970's, but has only recently found a place in industrial scale situations; this is due to economic reasons and is driven by the reduced costs for Laser systems. The technique, suitable for joining both film and moulded thermoplastics, uses a Laser beam to melt the plastic in the joint region. Two forms of Laser Welding exist; CO2 Laser Welding and transmission Laser Welding . CO2 Laser radiation is readily absorbed at the surface of plastics with limited depth of penetration of the beam. This permits only surface melting and restricts the technique to film applications or butt Welding where the surface of both components is heated simultaneously and clamped together in a second step, similar to hot-plate Welding , but without contact.
3 The radiation produced by diode, Nd:YAG and fibre lasers is less readily absorbed by plastics, so these lasers are suitable for performing transmission Laser Welding . In this operation, it is necessary for one of the plastics to be transmissive to Laser light and the other to absorb the Laser energy, to ensure that the beam focuses on the joint region. Alternatively, an absorbing surface coating may be applied at the joint, to weld two transmissive plastics. Transmission Laser Welding is capable of Welding thicker parts than CO2 Welding , and since the heat affected zone is confined to the joint region no marking of the outer surfaces occurs. Laser Welding Laser Welding is a high volume production process with the advantage of creating no vibrations and generating minimum weld flash. This highly repeatable, consistent process requires an initial outlay for a Laser system.
4 However the benefits of a Laser system include; a controllable beam power, reducing the risk of distortion or damage to components; precise focussing of the Laser beam allowing accurate joints to be formed; and a non contact process which is both clean and hygienic. Laser Welding may be performed in a single-shot or continuous manner, but the materials to be joined require clamping. Weld speeds depend on polymer absorption. It is possible to create joints in plastics over 1mm thick (with transmission Laser Welding ) at up to at least 20m/min whilst rates of up to 750 m/min are achievable in the CO2 Laser Welding of films. Laser Welding provides good weld strengths that are comparable or superior to those created in other joining techniques. It accommodates preassembly and high weld speeds, permits 3-D contour joint lines, and facilitates rapid changeover to different products.
5 Capitalizing on these Advantages requires careful attention to six critical factors: Laser technology, Laser absorbers, substrate materials, part Design , clamping, and process parameters. Most thermoplastics are highly transmissive in NIR wavelength range (700 to 2000 nm). To Laser -weld them, the top substrate must be transmissive at the Laser wavelength, and the bottom substrate must absorb the Laser energy. There are thickness limitations for top substrates of low-NIR-transmissive plastics, such as semi crystalline polymers and polymers containing pigments and fillers. Substrates must be in contact and miscible when heated. Laser Technology CO2 Laser Welding The CO2 Laser radiation ( m) is rapidly absorbed in the surface layers of plastics. The plastics will heat up if the Laser excites a resonant frequency in the molecule. In practice the absorption coefficients for the CO2 Laser with most plastics is very high.
6 Very rapid processing of thin plastic film is therefore possible, even with low or modest Laser powers (100 -1000W). Transmission Laser Welding - Nd:YAG Laser The Nd:YAG Laser is also well established for material processing, and recent developments have led to increases in the power available to above 6kW and reduced the physical size of the Laser . The development of diode pumped Nd:YAG lasers increased the beam quality and the energy efficiency (from 3% using flash lamps to 10% using diode Laser ). In general, the light from Nd:YAG lasers is absorbed far less readily in non-pigmented plastics than CO2 Laser light. The degree of energy absorption at the Nd:YAG Laser wavelength ( m) depends largely on the presence of additives in the plastics. If no fillers or pigments are present in the plastics, the Laser will penetrate into the material. The absorption coefficient can be increased by means of additives such as pigments or fillers.
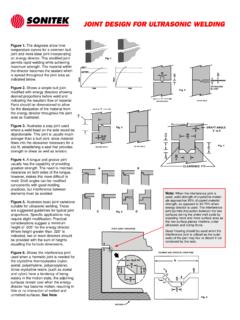
7 The Nd:YAG Laser beam can be transmitted down a silica fibre optic enabling easy flexible operation with gantry or robot manipulation. Transmission Laser Welding - Diode Laser High power diode lasers (>100W) have been available since 1997. The production of the diode Laser light is a far more energy efficient process (30%) than CO2 (10%) or Nd:YAG (3 - 10%) lasers. The interaction with plastics is very similar to that of the Nd:YAG lasers. The diode Laser source is small and light enough to be mounted on a gantry or robot for complex processing. Diode lasers are available up to 10,000 W with direct beam or 8,000 W using fibre beam-guiding systems. Welding with diode or Nd:YAG lasers has become a well-established processing method for joining thermoplastic components in industrial applications. The recognised procedure is transmission Laser Welding , where the upper plastic part is transparent to the Laser and the lower part is absorbing (Fig.)
8 1). The absorbed radiation is converted into heat at the interface and a joint with the upper part created by heat conduction. To manufacture plastic materials that are absorbing, generally carbon black is used as the additive. However, with carbon black, plastics are restricted to dark colours and transparent plastic components are not possible. Transmission Laser Welding - Fibre lasers A recent advancement in Laser Welding is the development of fibre lasers. These operate at a wavelength of between 1 and 2 m with Laser power up to several kW and offer improved beam quality compared with diode and Nd:YAG lasers. Their use in plastics Welding is under evaluation. A comparison of commercially available Laser sources in shown in Table 1. Laser absorbers As noted, the process requires NIR absorbing materials to convert Laser energy to heat. Carbon black dispersed throughout the lower substrate material has served this purpose.
9 However, it imparts color to the substrate, a distinct disadvantage in applications where appearance is important. In addition, it requires high loading in the absorptive material, up to , to be effective. Recently, however, Laser -absorptive coatings and resins containing complex organic additives have been developed to provide greater colour and Design flexibility in Laser Welding clear and opaque plastics. Applied by liquid-dispensing systems, low-viscosity, solvent-based coatings form a thin, uniform layer of an NIR absorbing material at the joint interface. Since most plastics do not absorb NIR energy, only the areas where the coating has been applied and exposed to Laser energy will melt and form a weld. Because they produce colourless welds, coatings are ideal for Laser - Welding colourless and transparent materials for medical components such as filters, containers, fittings, tube sets, and microfluidic devices.
10 Laser -absorptive coatings also can be used to weld coloured or opaque materials. They are compatible with the widest range of thermoplastics of all Laser - Welding techniques, and have been tested for biocompatibility and cytotoxicity. In addition, they permit selective Welding without the need for masking and provide the capability to weld multiple layers simultaneously. If necessary, parts can be pre-coated off-line and inventoried for subsequent Welding . Alternatively, these absorbers can be added to resins, which, in turn, can be moulded or extruded into a part. Weldable resins also can be used to extrude films that can be die-cut and insert-moulded or used as intermediate layer for Laser Welding . Formulating them requires taking into account a range of variables, and the type of additive used is determined by polymer compatibility, colour requirements, and Laser Welding wavelength.