Transcription of APPLICATION DATA SHEET - copper.org
1 APPLICATION . DATA SHEET . COPPER BRASS BRONZE. soldering and Brazing Copper Tube and Fittings from the higher heat used in the Although soldering and brazing INTRODUCTION brazing process can cause the rated operations are inherently simple, the pressure of the system to be less than deletion or misapplication of a single The basic theory and technique of that of a soldered joint. This fact part of the process may mean the soldering and brazing are the same for should be considered in choosing difference between a good joint and a all diameters of copper tube. The only which joining process to use. failure. variables are the filler metal and the Although soldering and brazing are amount of time and heat required to the most common methods of joining copper tube and fittings, they are THE JOINING PROCESS. complete a given joint. The American Welding Society defines soldering as often the least understood. It is this a joining process which takes place lack of understanding that can Regardless of the process, solder- below 840 F and brazing as a process develop into poor installation tech- ing or brazing, the same basic steps that takes place above 840 F but niques and lead to poor or faulty should be followed, with the only below the melting point of the base joints.
2 Investigations into the common differences being the fluxes, filler metals. In actual practice for copper causes of joint failures revealed metals and amount of heat used. The systems, most soldering is done at several factors contributing to faulty following joining process outlines the temperatures from about 350 F to joints, including: basic requirements for consistently 600 F, while most brazing is done at Improper joint preparation making a high-quality soldered or temperatures ranging from 1100 F to prior to soldering . brazed joint: 1500 F. Lack of proper support and/or measuring and cutting The choice between soldering or hanging during soldering reaming brazing generally depends on the or brazing. cleaning operating conditions of the system and Improper heat control and fluxing the requirements of the governing heat distribution through assembly and support construction codes. Solder joints are the entire joining process. heating generally used where the service Improper APPLICATION of solder applying the filler metal temperature does not exceed 250 F, or brazing filler metal to cooling and cleaning while brazed joints can be used where the joint.
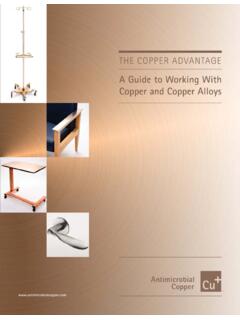
3 Greater joint strength is required or Inadequate amount of filler Measuring and Cutting where system temperatures are as metal applied to the joint. Accurately measure the length of high as 350 F. Sudden shock cooling and/or each tube segment. Inaccuracy can Although brazed joints offer higher wiping the molten filler metal compromise joint quality. If the tube is joint strength in general, the annealing following soldering or brazing. too short, it will not reach all the way of the tube and fitting which results Pre-tinning of joints prior to into the cup of the fitting and a proper assembly and soldering . Copper Development Association 260 Madison Avenue, New York NY 10016. joint cannot be made. If the tube Tools used to ream tube ends Copper is a relatively soft metal. If segment is too long, system strain include the reaming blade on the tube too much material is removed from may be introduced which could affect cutter, half-round or round files (Figure the tube end or fitting cup, a loose fit service life.)
4 2), a pocket knife, and a suitable may result in a poor joint. Cut the tube to the measured deburring tool (Figure 3). With soft Chemical cleaning may be used if length. Cutting can be accomplished tube, care must be taken not to the tube ends and fittings are thor- in a number of different ways to deform the tube end by applying too oughly rinsed after cleaning according produce a satisfactory squared end. much pressure. to the procedure furnished by the The tube can be cut with a disc-type Soft temper tube, if deformed, can chemical manufacturer. Do not touch tube cutter (Figure 1), a hacksaw, an be brought back to roundness with a the cleaned surface with bare hands abrasive wheel, or a stationary or sizing tool consisting of a plug and or oily gloves. Skin oils, lubricating portable bandsaw. Care must be sizing ring. oils and grease impair the adherence taken to ensure the tube is not of the filler metal. deformed while being cut.
5 Regardless Cleaning of the method, the cut must be square The removal of all oxides and to the run of the tube so the tube will surface soil from the tube ends and SOLDERED JOINTS. seat properly in the fitting cup. fitting cups is crucial to proper flow of filler metal into the joint. Failure to Fluxing Reaming remove them can interfere with Use a soldering flux that will Ream all cut tube ends to the full capillary action and may lessen the dissolve and remove traces of oxide inside diameter of the tube to remove strength of the joint and cause failure. from the cleaned surfaces to be the small burr created by the cutting The capillary space between tube joined, protect the cleaned surfaces operation. If this rough, inside edge is and fitting is approximately in. from reoxidation during heating, and not removed by reaming, erosion- Filler metal fills this gap by capillary promote wetting of the surfaces by corrosion may occur due to local action.
6 This spacing is critical be- the solder metal, as recommended in turbulence and increased local flow cause it determines whether there is a the general requirements of ASTM. velocity in the tube. A properly proper flow of the filler metal into the B 813. Apply a thin, even coating of reamed piece of tube provides an gap ensuring a strong joint. flux with a brush to both tube and undisturbed surface for smooth, Lightly abrade (clean) the tube ends fitting as soon as possible after laminar flow. using sand cloth or nylon abrasive cleaning (Figures 6 and 7). Remove any burrs on the outside of pads (Figure 4) for a distance slightly WARNING: Do not apply with the tube ends created by the cutting op- more than the depth of the fitting cup. fingers. Chemicals in the flux can be eration to ensure proper assembly of Clean the fitting cups by using harmful if carried to the eyes, mouth or the tube into the fitting cup. abrasive cloth, abrasive pads, or a open cuts.
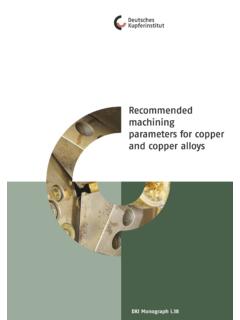
7 Properly sized fitting brush (Figure 5). Figure 1. Cutting Figure 2. Reaming: File Figure 3. Reaming: Deburring Tool Figure 4. Cleaning: Abrasive Pad Figure 5. Cleaning: Fitting Brush Figure 6. Fluxing: Tube 2. Use care in applying flux. Careless Figure 12. Schematic of Solder Joint workmanship can cause problems long after the system has been installed. If excessive amounts of flux are used, the flux residue can cause corrosion. In extreme cases, such flux corrosion could perforate the wall of the tube, fitting or both. Assembly and Support Insert tube end into fitting cup, making sure that the tube is seated against the base of the fitting cup . A. slight twisting motion ensures even coverage by the flux. Remove excess flux from the exterior of the joint with a position 1). The copper tube conducts fitting cup and the tube a distance cotton rag (Figure 8). the initial heat into the fitting cup for equal to the depth of the fitting cup Support the tube and fitting assem- even distribution of heat in the joint (Figure 12, position 3).
8 Again, bly to ensure an adequate capillary area. The extent of this preheating preheating the circumference of the space around the entire circumference depends upon the size of the joint. assembly as described above, with the of the joint. Uniformity of capillary Preheating of the assembly should torch at the base of the fitting cup space will ensure good capillary flow include the entire circumference of the (Figure 12, position 4), touch the (Figure 12) of the molten solder tube in order to bring the entire solder to the joint. If the solder does metal. Excessive joint clearance can assembly up to a suitable preheat not melt, remove it and continue lead to solder metal cracking under condition. However, for joints in the heating. conditions of stress or vibration. horizontal position, avoid directly CAUTION: Do not overheat the joint preheating the top of the joint to avoid or direct the flame into the face of the Heating burning the soldering flux.
9 The natural fitting cup. Overheating could burn the WARNING: When dealing with an tendency for heat to rise will ensure flux, which will destroy its effective- open flame, high temperatures and adequate preheat of the top of the ness, and the solder will not enter the flammable gases, safety precautions assembly. Experience will indicate the joint properly. must be observed as described in amount of heat and the time needed. When the solder melts, apply heat ANSI/AWS Next, move the flame onto the fitting to the base of the cup to aid capillary Begin heating with the flame cup (Figure 12, position 2). Sweep action in drawing the molten solder perpendicular to the tube (Figure 12, the flame alternately between the into the cup toward the heat source. Figure 7. Fluxing: Fitting Figure 8. Removing Excess Flux Figure 9. soldering Figure 10. Electric Resistance soldering Tool Figure 11. Cleaning 3. Heat is generally applied using an bottom of the joint has created an Molten solder metal is drawn into the air-fuel torch (Figure 9).)
10 Such torches effective dam that will prevent the joint by capillary action regardless of use acetylene or an LP gas. Electric solder from running out of the joint as whether the solder flow is upward, resistance soldering tools can also be the sides and top of the joint are being downward or horizontal. used (Figure 10). They employ filled. Capillary action is most effective heating electrodes and should be Return to the point of beginning, when the space between the surfaces considered when an open flame is a overlapping slightly (Figure 12, to be joined is between inch concern. position c), and proceed up the and inch. A certain amount of uncompleted side to the top, again, looseness of fit can be tolerated, but Applying Solder overlapping slightly, (Figure 12, too loose a fit can cause difficulties For joints in the horizontal position, position d). While soldering , small with larger size fittings. start applying the solder metal slightly drops may appear behind the point of For joining copper tube to solder- off-center at the bottom of the joint solder APPLICATION , indicating the joint cup valves, follow the manufacturer's (Figure 12, position a, and Figure is full to that point and will take no instructions.)