Transcription of B olt C oatin g T h ick n ess & N u t O vertap p in g- …
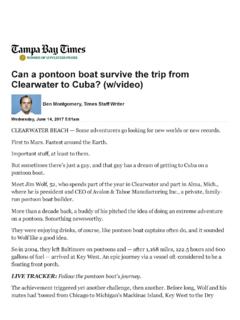
1 About the Author/WAYNE WALLACEW ayne Wallace is the president of Applied Bolting Technology company provides bolting consulting services and manufactures directtension indicating washers from its base in Rockingham, Vermont. Wallaceis a member of the Research Council on Structural Connections, owner ofseveral patents, and author of numerous papers on the practical aspects ofquality assurance in structural bolting. He can be reached by phone at 800-552-1999, by fax at 802-460-3104, or e-mail at Coating Thickness & Nut Overtapping-A Lesson in Practical NecessityWe recently were faced with a problem. A clientwanted us to have about a million bolts, nuts,flat washers and their associated Squirter DTIs coatedwith a fluoropolymer called Xylan applied over a zincphosphate treatment.
2 We knew it s done all the time forsmall quantities of studs for the offshore oil industry,pipe flange bolting, that kind of thing but a millionbolts!How to get it done, what would be the cost, howlong would it take, what overtap to specify if any, and,above all, what happens to the strength of the bolt/nutassembly when the nuts are overtapped to suit thecoating thickness?First, we started with Whitford Corporation, the of Xylan, and they told us how to do it, where toget it done, and whether an overtap would be required fora 16 to 20 micron (a micron is a millionth of a meter) thickcoating. Whitford indicated an overtap would probably NOTbe needed. This was a key recommendation, because atthe time we had already procured 200,000 A563M nuts,without overtap, assuming the bolting on this project wouldbe uncoated.
3 And, we knew if nuts are not overtapped,there cannot be any degradation of bolt strength due topoor nut fit, stripping, galling, all the really bad things thatcan happen with overtapped nuts get their recommendation was based on the kindof individual cleaning, pre-treatment and spray coatingtypically done on oil platform studs, but the first thingwe found, after (for cost reasons) dip/spinning the coat-ing on, the nuts would not assemble. Some would, mostwouldn t, and it s true, if you could get them started, awrench could make them run up the bolt threads. Butwe could not ask a steel erector driving a million boltsto do this. We d be drummed off the , back to the drawing board. Scramble forovertapped nuts, but how much overtap?
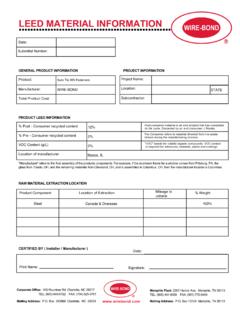
4 We learned that bolt threads are bolt threads, andare never (on this side of the Atlantic) made under-sized. All coating space is gathered by making theinternal thread on the nut a bit bigger, called diametralovertap. Quick reference to a British publication (Fig-ure 1) told us that for ISO (read 60 degree includedangle) threads, you overtap eight times the coating thick-ness! That was a bit of a surprise, but when you look atthe geometry of the thread interface, it s correct, times 20 microns is 160 microns. Practicallyspeaking, overtap thread dies come in 200 micron in-crements ( and ), so we opted for theformer. Then the question arose, how are we going tobe sure the bolt/nut strength is not impaired? After all,we didn t want to measure coating thickness, and weare simply not capable of measuring actual overtapby go/no-go or indicating gages.
5 The bolts and nutshad been coated by a dip/spin process, for reasons ofeconomy, but the finished product looked good (SeeFigure 2). We thought of the rotational capacity testin A325, which doesn t measure bolt tension, and welooked at the similar test in AASHTO but it also doesnot mandate a minimum achieved tension. Conse-quently, we were surprised to learn that there is noaccepted test for the minimum strength of overtappedassemblies in place in North , we invented one. It seemed to us that if you putthe bolt, the nut, the flat washer, and the Squirter DTIon a Skidmore bolt tension calibrator, and tighten ituntil the strength will not increase any more, the as-sembly should demonstrate at least 90% of minimumultimate strength of the bolt.
6 Why 90%? Why not 100%?Why not 80%? We theorized that 90% was sufficientlyabove the intended installation tension (70-80%) toassure us that, with correctly manufactured bolt andnut components, the overtap was not causing a sig-nificant reduction in bolt , in short, after testing a few hundred lots ofbolts and nuts with the overtap on the nuts,and coated with what we were told was 16-20 micronsof Xylan, only two lots failed to deliver 90% of ulti-mate, and in fact most demonstrated a tension greaterthan 100% of specified minimum. The two lots that didfail were caught in time and the nuts segregated, andsubsequent investigation showed they were probably notovertapped at all, so the reduction in assembly strengthlikely arose from extremely high torque , after doing this work, and after beginning tobelieve that the 90% level was really an important as-sembly criterion, we find that there is a new BritishStandard specification BS/EN 14399-2:2005 High-Threaded WorkAlthough Sheradizing gives a uniform coating without any significant changes in the profile of threads, theremust be adequate clearance between external and internal threads before Sherardizing to allow for the coatingand to avoid interference.
7 The method of calculating the theoretical clearance is shown below. A table ofclearances required for several coating thicknesses on different thread forms is also COATING tThe relationship between coating thickness and increase in effective diameter of an external thread isshown by the triangle ABC where AB is the coating thickness t and BC is half the increase in in effective diameter = 2BC = 2t sin x 2 Increase on Metric, UNF and UNC threads = 2t = 4t sin 60 2 Increase on BSW and BSF threads = 2t = (angle x = 55 ) sin 55 2 Figure 1 Figure 3 Figure 2strength structural bolting assemblies for preloading Part 2: Suitability test for preloading, and guesswhat? It includes, among other criteria, the 90% testof the assembly (see Figure 3).
8 And here we knew it all the time. Go from Distributor s Link Magazine, Spring 2006