Transcription of Biosolids Technology Fact Sheet: Belt Filter Press
1 United StatesEnvironmental ProtectionAgencyOffice of WaterWashington, 832-F-00-057 September 2000 BiosolidsTechnology Fact SheetBelt Filter PressDESCRIPTIONBelt Filter presses are used to remove water fromliquid wastewater residuals and produce anon-liquid material referred to as cake .Dewatered residuals, or cake, vary in consistencyfrom that of custard to moist soil. Dewateringserves the following purposes:CReducing the volume, thus reducing storageand transportation free liquids before fuel requirements if residuals areto be incinerated or a material which will havesufficient void space and volatile solids forcomposting when blended with a the potential of Biosolids poolingand runoff associated with liquid subsequent processes such asthermal belt Filter dewaters by applying pressure to thebiosolids to squeeze out the water.
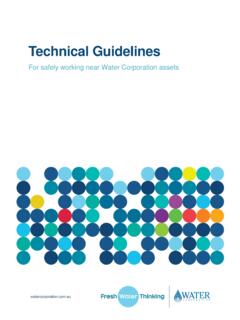
2 Biosolidssandwiched between two tensioned porous belts arepassed over and under rollers of various pressure is created as the belt passes overrollers which decrease in diameter. Many designsof belt filtration processes are available, but allincorporate the following basic features: polymerconditioning zone, gravity drainage zones, lowpressure squeezing zone, and high pressuresqueezing zones. Advanced designs provide a largefiltration area, additional rollers, and variable beltspeeds that can increase cake solids by five general mechanical components of a belt filterpress include dewatering belts, rollers and bearings,belt tracking and tensioning system, controls anddrives, and a belt washing system. Figure 1 depictsa typical belt Filter Filter presses can be used to dewater mostbiosolids generated at municipal wastewatertreatment plants and are a common type ofmechanical dewatering equipment.
3 Usingmechanical equipment to dewater solids may not bethe most cost effective alternative for wastewatertreatment plants operating at less than about 4 selection of dewatering equipment should bebased on the results of a site specific biosolidsmanagement plan which identifies both processingand end use alternatives and estimates costs. It maybe less expensive to haul liquid to an applicationsite or pay a processing facility to dewater andprocess or landfill the dewatered cake. Smallerfacilities should also evaluate non-mechanicaldewatering methods, such as drying beds or reedbeds. ADVANTAGES AND DISADVANTAGESA dvantages and disadvantages of belt Filter pressesfor dewatering wastewater solids are summarizedbelow:Source: EPA, 1 SCHEMATIC OF A BELT Filter PRESSA dvantagesCCStaffing requirements are low, especially ifthe equipment is large enough to process thesolids in one shift (USEPA, 1987).
4 CMaintenance is relatively simple and canusually be completed by a wastewatertreatment plant maintenance the belt is the major presses can be started and shut downquickly compared to centrifuges, whichrequire up to an hour to build up speed(Henderson and Schultz, 1999).CThere is less noise associated with beltpresses compared to centrifuges (Hendersonand Schultz, 1999).DisadvantagesCOdors may be a problem, but can becontrolled with good ventilation systemsand chemicals, such as potassiumpermanganate, to neutralize odor-causingcompounds (Rudolf, 1992). Somemanufacturers offer fully enclosedequipment to minimize odors and reducevapors in the operating room air (Bain et al.,1999).CBelt presses require more operator attentionif the feed solids vary in their solidsconcentration or organic matter.
5 Thisshould not be a problem if the belt pressesare fed from well-mixed digesters(Henderson and Schultz, 1999).CWastewater solids with higherconcentrations of oil and grease can resultin blinding the belt Filter and lower solidscontent solids must be screened and/orground to minimize the risk of sharp objectsdamaging the washing at the end of each shift, ormore frequently, can be time consumingand require large amounts of water(Henderson and Schultz, 1999). Anautomatic belt washing system and the useof effluent can minimize these CRITERIABelt presses are sized on the basis of weight orvolume of solids to be dewatered rather than thewastewater flow to the plant. To determine howmany presses are needed, the wastewater treatmentplant must:CDetermine the amount of primary solids thatwill flow through the plant per day.
6 CDetermine the amount of waste-activated ortrickling Filter solids produced per the volume of thickened solids tobe dewatered per the range of dry solidsconcentration in the future increases in changes in sewer discharges oroperation that could change solids quality ororganic matter effective Biosolids management plan willinclude the above information. It is important todesign for excess capacity so that the anticipatedamount of incoming solids can be easily dewateredduring operating hours. Allowing for excesscapacity also ensures that the plant will notexperience a build-up of solids if a unit is out ofservice. If only one unit is required, the plantshould have an alternate program to remove solidsin liquid polymer conditioning zone can be a small tank,approximately 265 to 379 liters (70 to 100 gallons)located to meters (2 to 6 feet) from thepress, a rotating drum attached to the top of thepress, or an in-line injector.
7 The pressmanufacturer usually supplies this zone along withthe belt Filter Press (USEPA, 1986).The gravity drainage zone is a flat or slightlyinclined belt unique to each model. Solids aredewatered by the gravity drainage of the free 5 to 10 percent increase in solids concentrationfrom the original Biosolids should occur in this zone(USEPA, 1987). The free water drainage is afunction of wastewater solids type, quality,conditioning, screen mesh, and design of thedrainage low-pressure zone is the area where the upperand lower belts come together with the wastewatersolids in between. This is sometimes called the wedge zone, because the feed solids aresandwiched between the upper and lower low-pressure zone prepares the Biosolids byforming a firm cake which can withstand the forcesof the high pressure the high-pressure zone, forces are exerted on thesolids by the movement of the upper and lowerbelts as they move over and under a series of rollersof decreasing diameter.
8 Some belt Filter pressmodels separate from the rest of the unit to increasepressure on the Biosolids . This produces a driercake, an important factor for plants that incineratethe final product or face high end use or disposalcosts. A Biosolids management plan shouldevaluate the advantages and disadvantages of a highperformance belt Filter additional design feature is a self-enclosedfacility to reduce odors and protect worker health(Bain et al., 1999). Workers in the belt Press areasare exposed to aerosols from wash spray nozzlesand pathogens and hazardous gasses such ashydrogen sulfide. Enclosing the Press reducesvisibility to the operators and produces a corrosiveenvironment for the rollers and bearings, butautomating the system can alleviate these automation of belt presses is the subject of aWater Environment Research Foundation of automation include optimization of non-linear variables which was rarely possible withmanual or semi-automated operation, and the abilityto produce dewatered cake at a constant generally increases capital costs by 10percent.
9 Manufacturers claim that this extraexpense is worthwhile because it lowers labor costs,reduces polymer use, and maximizes the solidscontent of the cake, reducing disposal and end usecosts (Gillette et al., 2000). The choice of dewatering technique and chemicalpolymer or salts impacts dewaterability as well asthe potential for odor during further processing orrecycling to land. Ancillary equipment for efficient operation of a beltpress , aging, feed, liquid feed day residuals feed control and and/or pump to move enclosed area to load trucks should be consulted for design andperformance data early in the planning stage. Datashould be confirmed with other operatinginstallations and/or thrash pilot testing. Evaluationof equipment should consider capital and operatingcosts, including polymer, electricity, wash water,solids capture, and ventilation and odor controlduring dewatering and further processing orrecycling.
10 The operator can ensure systemintegration by requiring that the self-enclosed beltpress, ventilation, and polymer system is suppliedby a single provider. Since solids characteristicsand quantity vary from plant to plant, it is importantto evaluate different weaves, permeability, andsolids retention abilities of dewatering belts toensure optimum performance. Surveys of similarplants or testing of wastewater solids can be helpfulin the decision-making 1 displays the range of performance of a highpressure belt Press on various types of ControlOdor complaints at wastewater treatment plants andbiosolids end use sites can interfere withimplementation of the most cost effective biosolidsmanagement options. Odor control measuresshould be included when designing dewateringfacilities. Odor control is addressed in more detailin another fact sheet, but briefly, the methodsinclude:TABLE 1 TYPICAL DATA FOR VARIOUS TYPES OF SLUDGES DEWATERED ON BELTFILTER PRESSESType of Wastewater SludgeTotal Feed Solids(percent)Polymer(g/kg)Total CakeSolids (percent)Raw Primary3 to 101 to 528 to 44 Raw to 41 to 1020 to 35 Raw Primary + WAS3 to 61 to 1020 to 35 Anaerobically Digested Primary3 to 101 to 525 to 36 Anaerobically Digested WAS3 to 42 to 1012 to 22 Anaerobically Digested Primary + WAS3 to 92 to 818 to 44 Aerobically Digested Primary + WAS1 to 32 to 812 to 20 Oxygen Activated WAS1 to 34 to 1015 to 23 Thermally Conditioned Primary + WAS4 to 8025 to 50 Source: EPA, : Dr.