Transcription of CHAPTER 1 MATERIALS HANDLING SYSTEM DESIGN - Wiley
1 CHAPTER1 MATERIALS HANDLING SYSTEM DESIGNS underesh S. Heragu and Banu EkrenUniversity of LouisvilleLouisville, Kentucky1 INTRODUCTION12 TEN PRINCIPLES OFMATERIAL Unit Space Life Cycle83 TYPES OF MATERIALHANDLING Automated Guided Hoists, Cranes, and Warehouse material Autonomous Vehicle Storage andRetrieval System164 HOW TO CHOOSE THE RIGHT EQUIPMENT195 A MULTIOBJECTIVEMODEL FOR OPERATIONALLOCATION ANDMATERIAL HANDLINGEQUIPMENT SELECTION INFMS DESIGN216 Just-in-Time (JIT) Warehouse Inverse Storage267 AVS/RS CASE STUDY26 REFERENCES281 INTRODUCTION1 material HANDLING systems consist of discrete or continuous resources to moveentities from one location to another.
2 They are more common in manufacturingsystems compared to service systems. material movement occurs everywhere in afactory or warehouse before, during,and after processing. Apple (1977) notesthat material HANDLING can account for up to 80 percent of production material movement does not add value in the manufacturing process,half of the company s operation costs are material HANDLING costs (Meyers 1993).1 Many of the sections in this CHAPTER have beenreproduced from CHAPTER 11 of Heragu (2008),with MATERIAL2 MATERIALS HANDLING SYSTEM DesignTherefore, keeping the material HANDLING activity at a minimum is very importantfor to the increasing demand for a high variety of products and shorterresponse times in today s manufacturing industry, there is a need for highlyflexible and efficient material HANDLING systems.
3 In the DESIGN of a material han-dling SYSTEM , facility layout, product routings, and material flow control must beconsidered. In addition, various other factors must be considered in an integratedmanner. The next section describes the ten principles of material HANDLING asdeveloped by the material HANDLING Industry of America (MHIA). It presents aguideline for selecting equipment, designing a layout, standardizing, managing,and controlling the material movement as well as the HANDLING SYSTEM . Anothersection describes the common types of material HANDLING systems. This chapteralso discusses types of equipment, how to select material HANDLING equipment,an operating model for material HANDLING , and warehousing issues.
4 It ends witha case study that implements some of these PRINCIPLES OF material HANDLINGIf material HANDLING is designed properly, it provides an important support tothe production process. Following is a list of ten principles as developed by theMHIA, which can be used as a guide for designing material HANDLING PlanningAplanis a prescribed course of action that is defined in advance of implemen-tation. In its simplest form, a material handing plan defines the material (what)and the moves (when and where); together, they define the method (how andwho). Five key aspects must be considered in developing a plan should be developed in consultation between the planner(s) andall who will use and benefit from the equipment to be in planning large-scale material HANDLING projects generallyrequires a team approach involving suppliers, consultants when appro-priate, and end-user specialists from management, engineering, computerand information systems, finance, and material HANDLING plan should reflect the strategic objectives of theorganization, as well as the more immediate plan should document existing methods and problems, physical andeconomic constraints, and future requirements and plan should promote concurrent engineering of product, processdesign, process layout, and material HANDLING methods.
5 As opposed toindependent and sequential DESIGN Principles of material StandardizationMaterial HANDLING methods, equipment, controls, and software should be standard-ized within the limits of achieving overall performance objectives and withoutsacrificing needed flexibility, modularity, and throughput. Standardization meansless variety and customization in the methods and equipment employed. Thereare three key aspects of achieving planner should select methods and equipment that can perform avariety of tasks under a variety of operating conditions and in anticipationof changing future applies to sizes of containers and other load-forming com-ponents, as well as operating procedures and , flexibility, and modularity must not be WorkThe measure of work is material HANDLING flow (volume, weight, or count perunit of time) multiplied by the distance moved.
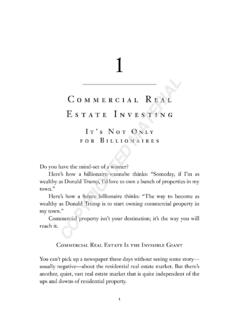
6 material HANDLING work shouldbe minimized without sacrificing productivity or the level of service required ofthe operation. Five key points are important in optimizing the processes by reducing, combining, shortening, or eliminatingunnecessary moves will reduce each pickup and set-down that is, placing material in and outof storage as distinct moves and components of the distance methods, operation sequences, and process/equipment layoutsshould be prepared that support the work minimization possible, gravity should be used to move MATERIALS or to assist intheir movement while respecting consideration of safety and the potentialfor product damage (see Figure ). shortest distance between two points is a straight ErgonomicsErgonomics is the science that seeks to adapt work or working conditions to suitthe abilities of the worker.
7 Human capabilities and limitations must be recog-nized and respected in the DESIGN of material HANDLING tasks and equipment toensure safe and effective operations. There are two key points in the should be selected that eliminates repetitive and strenuousmanual labor and that effectively interacts with human operators and ergonomic principle embraces both physical and mental HANDLING SYSTEM DesignFigure Roller Conveyor (Source: Courtesy of Pentek) material HANDLING workplace and the equipment employed to assistin that work must be designed so they are safe for Unit LoadA unit load is one that can be stored or moved as a single entity at one time,such as a pallet, container, or tote, regardless of the number of individual itemsthat make up the load.
8 Unit loads shall be appropriately sized and configured in away that achieves the material flow and inventory objectives at each stage in thesupply chain. When unit load is used in material flow, six key aspects effort and work are required to collect and move many individualitems as a single load than to move many items one at a size and composition may change as material and products movethrough stages of manufacturing and the resulting distribution unit loads are common both pre- and postmanufacturing in the formof raw MATERIALS and finished manufacturing, smaller unit loads, including as few as one item,yield less in-process inventory and shorter item throughput unit loads are consistent with manufacturing strategies thatembrace operating objectives such as flexibility, continuous flow.
9 Andjust-in-time Principles of material loads composed of a mix of different items are consistent withjust-in-time and/or customized supply strategies as long as item selectivityis not Space UtilizationSpace in material HANDLING is three-dimensional and therefore is counted as cubicspace. Effective and efficient use must be made of all available space. This is athree-step cluttered and unorganized spaces and blocked aisles in workareas (see Figure ). storage areas, balance the objective of maximizing storage densityagainst accessibility and selectivity. If items are going to be in the ware-house for a long time, storage density is an important consideration. Avoidhoneycombing loss (Figure ).
10 If items enter and leave the warehousefrequently, their accessibility and selectivity are important. If the storagedensity is too high to access or select the stored product, high storagedensity may not be the use of overhead space when transporting loads within afacility. Cube per order index (COI) storage policy is often used in awarehouse. COI is a storage policy in which each item is allocated ware-house space based on the ratio of its storage space requirements (its cube)to the number of storage/retrieval transactions for that item. Items arelisted in a nondecreasing order of their COI ratios. The first item in thelist is allocated to the required number of storage spaces that are closestto the input/output (I/O) point; the second item is allocated to the requiredFigure material in blocked aisles6 MATERIALS HANDLING SYSTEM DesignFigure lossnumber of storage spaces that are next closest to the I/O point, and so shows an interactiveplayspacein the Ten principles of Mate-rials HANDLING CD that allows a learner to understand the fundamentalconcepts of the COI SystemAsystemis a collection of interacting or interdependent entities that form aunified whole.