Transcription of Considerations in Heat Treatment - Heat Treat Doctor.com
1 FEATURE | Industrial Gases/Combustion Considerations in heat Treatment Part One: furnace Atmospheres Daniel H. Herring The HERRING GROUP, Inc., Kromschr der BIC. Elmhurst, Ill. Burner - Courtesy of Hauck Manufacturing Company A key heat - Treat consideration is the creation of an atmosphere within the furnace that is neutral to the parts being processed. This can be done a number of ways and depends on the temperature of the process and the carbon content of the parts. A critical consideration in heat h Treatment is the type, consistency and control of the furnace atmosphere.
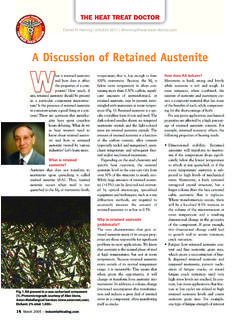
2 The purpose of a furnace atmosphere var- ies with the desired end result of the heat - main components of an endothermic gen- erator (Fig. 1) consist of: Heated reaction retort with catalyst Air-gas proportioning control compo- nents Endothermic gas also called endo or Rx gas is produced when a mixture of air and fuel is introduced into an exter- nally heated retort at such a low air-to-gas ratio that it will normally not burn. The retort contains an active catalyst, which treating process. The atmospheres used in Pump to pass the air-gas mixture is needed for cracking the mixture.
3 Leav- the heat - Treat industry have one of two through the retort ing the retort, the gas is cooled rapidly to common purposes: Cooler to freeze the reaction and pre- avoid carbon reformation (in the form of vent soot formation soot) before it is sent into the furnace . To protect the components being pro- Table 1. Common types of furnace atmospheres cessed from harmful chemical reactions Type Symbol Remarks that could occur on their surfaces (such Air Typically used in tempering operations as oxidation or carburization) that is, to be passive (chemically inert) to the Argon Ar An inert gas metal surface.
4 Carbon Dioxide CO2 A common constituent in generated atmospheres To allow the surface of the parts to be Carbon Monoxide CO A common constituent in generated atmospheres changed (by adding carbon, nitrogen or Examples include alcohols and combinations of nitrogen and Custom Blends both) that is, to be reactive (chemi- hydrocarbon gases cally active) to the metal surface. Generated atmospheres Endothermic, exothermic, dissociated ammonia Helium He An inert gas Types of furnace Atmospheres Typically used as additions or enriching gases to furnace atmospheres.
5 Many types of furnace atmospheres are Hydrocarbon Gases Common types include methane (CH4), propane (C3H8) and butane available for use in heat treating (Table (C4H10). 1). In most instances, hardening and case A constituent of many furnace atmospheres used to aid in heat hardening operations use endothermic Hydrogen H2. transfer and react with oxygen present. gas or nitrogen/methanol systems. Most Nitrogen N2 A blanketing gas that is not truly inert tempering operations are performed in air Oxygen O2 Oxidizing to a hot steel surface atmosphere as long as the presence of a Produced from a mixture of a hydrocarbon fuel gas and air, the tightly adherent oxide surface ( skin ) will Products of combustion atmosphere typically consists of high amounts of carbon dioxide and not affect the part's performance.
6 Other- water vapor. wise, an inert gas (vacuum) is selected. Steam H20 Water vapor is most often used to impart a protective oxide layer. Sulfur Dioxide SO2 Used in the heat Treatment of magnesium alloys. Endothermic Gas Atmospheres Endothermic gas generators are common Synthetic atmospheres Nitrogen and methanol (methyl alcohol). equipment in the heat - Treat shop. The Vacuum The absence of an atmosphere - October 2009 45. FEATURE | Industrial Gases/Combustion The endothermic-gas composition (Tables 2 & 3), by volume, varies depending on Air Burnoff Natural the type of hydrocarbon-gas feed stock.
7 Gas or Filter Endothermic gas is used for neutral propane Mixer pump hardening and as a carrier gas for gas car- Carburetor burizing and carbonitriding. It is generally Back pressure To furnace regulator produced so that its composition is chemi- Nominal cally inert to the surface of the steel and composition Cooler can be made chemically active by the ad- 40% H2. dition of enrichment (hydrocarbon) gas, 20% CO/CO2. 40% N2 Insulated which is usually done at the furnace . reaction chamber Nitrogen/Methanol or Nitrogen/ Retort Hydrogen Atmospheres External heat supplied by An endothermic equivalent gas atmo- Catalyst gas or electric sphere can be obtained by cracking liquid methanol (methyl alcohol) and combin- ing it with nitrogen (Eq.)
8 1), using a blend of 40% nitrogen and 60% methanol (dis- sociated). Fig. 1. Endothermic gas generator schematic piping arrangement (1) CH3OH + N2 CO + H2 + N2. Table 2. Compositional ranges for endothermic gas This chemical reaction typically takes Gas constituent Percentage (based on natural gas) Percentage (based on propane). place inside the furnace as the liquid N2 % methanol and gaseous nitrogen are me- CO % tered in through a special injector called CO2 % a sparger, which atomizes the liquid and sprays it into the chamber, usually onto H2 % a hot target such as the furnace fan.
9 The CH4 % equivalent of 4 KW of heat is required per Dew point +20/+50 F -10/-15 F. gallon to crack the methanol. One gallon (Air/Gas) Ratio :1 :1. per hour (3,785 ml/hour) of methanol liq- uid produces 241 cfh ( m3/hour) of dis- sociated methanol. Table 3. Nitrogen/methanol atmosphere field data [1]. For some neutral-hardening applica- %. Flow data[2] % N2 % H2 % CO2 % CH4 Dew Point, F ( C). tions, a gas is produced with a lower car- CO. bon monoxide value than an endothermic Nitrogen/methanol with natural 37-46 38-42 6-11 +30 to +65 (0 to +17).
10 Equivalent atmosphere (Table 3). gas and/or air enrichment The most common problems with ni- Notes: A 2,000 lb/hour (900 kg/hour), 48-inch-wide ( ) electrically heated mesh-belt conveyor furnace trogen/methanol systems have to do with operating at carbon potential settings between Approximate gas flows: 600-800 cfh (17-23 m3/hour). the failure to properly atomize. Large drop- nitrogen, 190 cfh methanol (3 l/hour), 200-300 cfh natural gas (6-9 m3/hour), 40-50 cfh ( m3/hour) air. lets do not properly decompose, resulting in difficulties in furnace control.