Transcription of Duplex Duplex stainless DUPLEX steel welding. Best practices
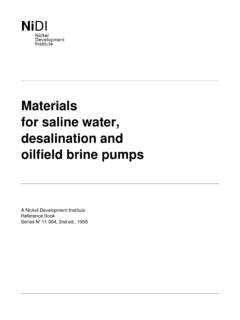
1 DUPLEX DUPLEX stainless DUPLEX . steel welding . best practices (Part 1). Barry Messer, Andrew Wright, Vasile Oprea. Figure 1 Overview - General DUPLEX welding Fluor Canada Ltd., Canada Guidelines Introduction system. These materials typically content is maintained throughout For many engineering applications comprise approximately equal the weldment. Figure 1 illustrates in the petroleum and refining in- amounts of body-centered cubic the factors that contribute in achiev- dustry, DUPLEX stainless steels (DSS) (bcc) ferrite, -phase and face-cen- ing the optimal weld properties. are the preferred material, combin- tered cubic (fcc) austenite, -phase, ing characteristics of both ferritic in their microstructure. It is well Many fabricators lack sufficient ex- and austenitic stainless steel (SS) documented that maximum corro- perience controlling heat input that when welded correctly.
2 When weld- sion resistance and mechanical achieves a balanced microstructure ed incorrectly, the potential to form properties throughout a DSS weld- in DSS weldments. DUPLEX guide- detrimental intermetallic phases ment are achieved when the phase lines (Figure 1) supplement API 938- drastically increases, which could balance of ferrite to austenite is C1 and suggest parameters for weld- lead to a catastrophic failure. When 50:50. However, achieving a 50:50 ing procedure specifications (WPS). comparing DSS to SS, DSS is more phase balance of ferrite to austenite that will assist welders achieve the resistant than austenitic SS to stress ( ) in a weldment has proven to optimum ( ) balance. corrosion cracking (SCC) but not as be difficult due to many variables as resistant as ferritic SS; also, DSS metal chemistry, welding processes, Metallurgy toughness is typically superior to and thermal history of the steel .
3 Alloying Elements that of ferritic SS but not as good as Experience coupled with testing has For DSS producers there is no diffi- austenitic SS. shown that DSS have optimal corro- culty in meeting standard specifica- DSS are two phase alloys based on sion resistance and mechanical tions of chemical compositions. the iron-chromium-nickel (Fe-Cr-Ni) properties when 35 to 60% ferrite Individual steel producers have nar- Co mpo sit ion (a), wt%. UN S Co m mon PRE N. No. Designati on C Mn S P Si Cr Ni Mo Cu W N (b). Low - al lo y gr ades (PRE N <3 2). S31500 3RE60 28. S32001 19D S32304 2304 25. S32404 UR50 31. Inter medi ate- al lo y gr ade s (PR EN 32 3. 3 9). S31200 44LN 33. S31260 DP3 38. S31803 2205 34. S32205 2205+ 35-36.
4 S32550 255 38. S32900 10RE51 33. S32950 7-Mo Plus 35. Superduplex grade s (PRE N 4 0). S32520 UR52N+ 41. S32750 2507 41. S32760 Zeron 100 40. S32906 Safurex 41. S39274 DP3W 42. S39277 AF 918 41. (a) Single values are maximum (b) PREN = %Cr + (%Mo + ) + 16x%N. Table 1 Composition and PREN of wrought DSS covered by UNS designation2. S T A I N L E S S S T E E L W O R L D N O V E M B E R 2 0 0 7 43. DUPLEX Weigh t Ele ment Percent age (w t %) Ele ment al R o le Allo ying Ch ar ac teri st ic s Chromium 18 to 30% Ferrite former Increasing Cr will increase corrosion resistance. (Cr) The ferrite content increases with increasing Cr; however, too much Cr will decrease optimal phase balance. Nickel 4 to 8% Austenite former Ni promotes a change in crystal structure from ferrite to (Ni) austenite.
5 Ni delays the formation of intermetallic phases. Molybdenum Less than 5% Ferrite former Enhances pitting corrosion resistance. (Mo) Increased tendency to form detrimental intermetallic phases if Mo content is too high. Nitrogen Minimum of Austenite former N causes austenite to form from ferrite at elevated temperatures, (N) allowing for restoration of an acceptable balance of austenite to ferrite after a rapid thermal cycle in the HAZ after welding . Additions of N increase pitting and crevice corrosion resistance and strength. Delays the formation of intermetallic phases. Offsets the formation of sigma phase in high Cr, high Mo steels. Table 2 Importance of alloying elements of DSS. row target compositions within crease of ferrite content causes be- ASTM/ASME specifications to meet haviour similar to a ferritic SS.
6 When different criteria. DSS are sensitive the amount of austenite in DSS in- to variations in composition, partic- creases, strength will decrease while ularly of those elements controlling corrosion resistance and susceptibili- the phase balance. The relatively ty to CSCC increases. As a conse- broad chemical limits permit large quence, ferrite limits should be spec- variation in properties. ified within a reasonable range and Figure 2 Corrosion rate and impact energy vs. There are three basic categories of be used as a control measure. percent ferrite of DSS. DSS, low-alloy, intermediate alloy, When low temperature impact and highly alloyed, or superduplex properties are required, ferrite con- stainless steel (SDSS) grades, tent must be carefully controlled.
7 Grouped according to their pitting As the ferrite content exceeds ap- resistance equivalent number proximately 60%, there will be a no- (PREN) with nitrogen and are ticeable decrease in the ductile be- shown in Table 1. The most widely haviour and pitting resistance. used alloys are DSS-grade 2205+ and Sources indicate there may be a neg- SDSS-grade 2507. ative effect on ductile behaviour with ferrite levels below 35%, and The remarkable corrosion resistance reduced resistance to SCC due to a and mechanical properties of DSS are change in the solidification mode Figure 3: DSS micrograph (200X)4. attributed to the rich alloy content of causing segregation and precipita- chromium, nickel, molybdenum, tion of intermetallic phases3.
8 Precipitation Mechanisms and nitrogen that form austenite in a Although it is common to see 30- Optimum phase balance ( ) of a ferritic matrix. The combination of 65% ferrite specified for base and DSS is shown in Figure 3. The light high chromium and high molybde- weld metal and 30-70% ferrite HAZ, globules in the dark body are un- num is a cost-efficient way to achieve our experience shows a range be- etched austenitic grains within the good chloride pitting and crevice tween 35-60% ferrite provides opti- etched ferritic matrix respectively. corrosion resistance because of the mal results. reduced amount of nickel compared Figure 2 is a theoretical diagram that DSS alloys solidify primarily as fer- to austenitic SS.
9 The superior attrib- illustrates how ferrite content affects rite at approximately 1425 C. utes of DSS are credited to the inter- DSS materials. The dotted curve (2597 F) and partially transform to actions of alloying elements forming represents the corrosion rate in austenite at lower temperatures by a complex microstructures. The im- chloride containing aqueous envi- solid state reaction4. If the cooling portance of alloying elements is ex- ronments with respect to percentage rate is rapid, very little ferrite will plained in Table 2. of ferrite within the material. The transform to austenite resulting in corrosion rate is greatest below and an excessive ferrite phase at room Optimum ( ) balance relatively moderate above 35% fer- temperature.
10 Consequently, the Ferrite content of DSS will indicate rite. The solid curve represents im- cooling rate of DUPLEX welds must whether proper welding and/or heat pact energy at ambient tempera- be slow enough to allow the trans- treatment techniques result in corro- tures with respect to the percentage formation of approximately 50% of sion resistance and mechanical of ferrite in DSS. Impact energy is at the ferrite to austenite and, at the properties that fulfil engineering re- its greatest magnitude at lower fer- same time, fast enough to prevent quirements. The presence of ferrite ritic levels right through to approxi- the formation of intermetallic phas- in DSS imparts the superior chloride mately 60% ferrite, at which point, es and deleterious microstructures.