Transcription of Energy Efficiency Best Practices Workshop on …
1 Energy Efficiency best Practices Workshop on Knowledge Exchange Platform S O M E T H ING ABOUT US State of the Art manufacturing Award Winner for best Energy Efficient methods Design & Manufacture of all wool, polyester , wool and polyester, viscose blended fabrics involving best Energy efficient system for production process. R a y m o n d L i m i t e d With a capacity of 38 million meters in wool & wool-blended fabrics, Raymond commands over 60% market share in worsted suiting in India and ranks amongst the first three fully integrated manufacturers of worsted suiting in the world.
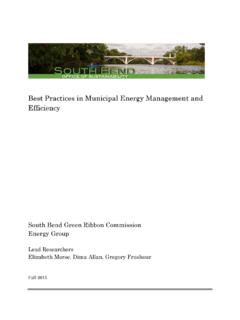
2 We are perhaps the only company in the world to have a diverse product range of nearly 20,000 design and colors of suiting fabric to suit every age, occasion and style. We export our products to over 55 countries including USA, Canada, Europe, Japan and the Middle East. Power Distribution Chhindwara Vapi Jalgaon Max Demand 9MW 7MW Consumption (kWh/Day) 1,55,000 1,50,000 75,000 State Electricity Board 10% 25% 100% Other Power source 90% captive Power Plant 75% Open Access Coal Consumption 95328 MTPA 30000 MTPA 4000 MTPA Power Emergency Diesel Generator Diesel Generator Diesel Generator Utilities Specific Consumption Cons.
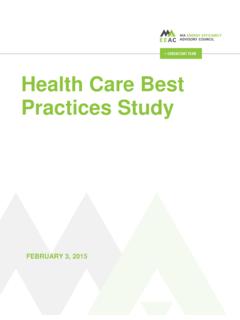
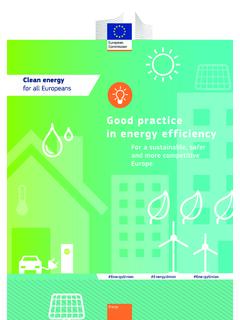
3 Kwh/mtr Power Cons. 808284868890929496981002010-112011-12201 2-132013-142014-15 Water Cons. Ltr/mtr Water Cons. Cons. Kg/mtr Coal Cons. Cons. Kg/mtr Steam Cons. Kg/mtr2012-13 Maharashtra State Level Award for Energy Conservation - Second 2011-12 Maharashtra State Level Award for Energy Conservation Third 2009-10 Maharashtra State Level Award for Energy Conservation 2009 National Energy Conservation Award First 2008-09 Maharashtra State Level Award for Energy Conservation Energy Conservation Award Jalgaon Energy Conservation Award Vapi 2013 Second Prize National Energy Conservation Award from Ministry of Power, Govt.
4 Of India 2010 Second Prize National Energy Conservation Award from Ministry of Power, Govt. of India 2009 Certificate of Merit National Energy Conservation Award from Ministry of Power, Govt. of India 2005 Certificate of Merit National Energy Conservation Award from Ministry of Power, Govt. of India. 2003-04 ICMF S BIRLA Economic and Textile Research foundation for Energy Conservation in Textile Industry. 2003 Certificate of Merit National Energy Conservation Award from Ministry of Power, Govt. of India. 2004 Certificate of Merit National Energy Conservation Award from Ministry of Power, Govt.
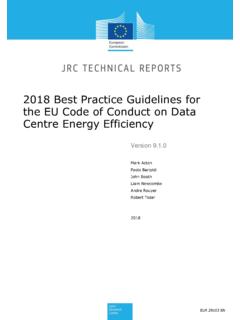
5 Of India Energy Conservation Award Chhindwara R C T I E I RESULTS CHECK Think Ideas Improvement plan Evaluation Plan Implementation E n e r g y M a n a g em en t P ra c t i ce s Centralized Cross Functional Team New technology adoption Innovative Ideas Small Group Activities Routine Monitoring & Analysis best Practices #1 #2 #3 #4 #5 C en t ra l i z ed C r o s s Fu n c t io n al Te a m A cross functional team is formed by the top management across the three units of Vapi, Jalgaon and Chhindwara a b c To share views and best Practices across the units keeping Energy conservation as the main motto Quarterly meetings are held in rotation in any one of the units and further action plans are listed out.
6 To carry Audits (Members of other units) and find out more scope for Energy Conservation. Also third party audit is done. This has fostered an environment of collective growth and improvement with specific focus on Energy conservation. d Implementation of Energy management system is under process. N e w Te c h n o l o g y A d a p t i o n Installation of New type of Solar heater for better Efficiency . Utilizing Energy Efficient LED, Induction Lighting Technology. Installation of Variable Frequency Drives at Air Washer towers and Aerofoil design of fans Waste Heat recovery System aligned with air compressor Implementation of nature switch.
7 Installation of sky pipes for day light harvesting. Automation at various places Replacement of old production machineries with new technology Energy efficient machines. Permanent Magnet Motor in Cooling Tower Fan Utilization of heat of compression dryers. Energy Saving by reducing system resistance in H-plant by providing fogging system for conventional air washers best Practices ADOPTED FOR Energy CONSERVATION STEAM/THERMIC FLUID LINE Close monitoring of the consumption patterns of all the applications so as to minimize the specific consumptions. Regular Insulation Audits for Steam as well as Thremic Fluid Line insulation for minimizing the losses by Thermography.
8 Regular Steam Trap Audits are conducted for Steam line. Machine Return water is used for process heating. Condensate Waste Heat Recovery. Installation of ARCA PRV on sections with lower pressure requirement. Thermal imaging & video carried regularly for detecting hot spots & insulation losses. ELECTRICITY/POWER Thermal imaging & video carried regularly for detecting hot spots for reducing electrical losses & Maintenance cost. Improving Power Factor by installing Capacitors at various applications. Replacement of Old Inefficient motors with Energy efficient motors.
9 Replacement of Tube lights with LED Fittings which consume less power. Installation of VFDs at various locations for reducing power consumption. Use of level controllers. Regular Energy Audits are conducted in-house as well from external parties for best Practices ADOPTED FOR Energy CONSERVATION COMPRESSED AIR SYSTEM Capacity Tests & Leakage Test are conducted for individual compressors for improving output. Regular audits conducted for checking leakages. Installation of Flow Controllers at sections with lower air pressure requirement. Installation of Flow Controller on Cleaning Air Line (Separate from Process Line) at kg/cm2.
10 Installation of Compressors with VFDs thereby reducing consumption accrued during NO-LOAD condition as in case of Constant Load Compressors. Installation of air flow meters. Initially the micro filters were located at the outlet of each compressor. They are re-positioned to a common filter bank at the outlet of receiver tank . This leads to the uniform loading of compressors and saves a lot of Energy . WATER CONSUMPTION Machine Return Water taken back into process. Reutilization of Treated Effluent for process through RO Plant. (Approx. 70%) Regular Checking for Leakages & arresting the same.