Transcription of Injection Molding - Pennsylvania State University
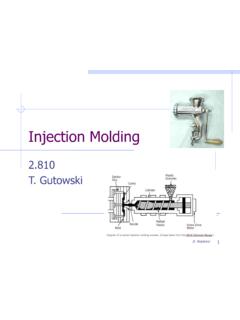
1 Injection MoldingFigure 1: Principles of Injection Molding cycle:ExtruderMoldPressureInjectPackgate solidifiesExtrudeSolidifypart solidifiesOpen MoldEject PartClose Mold1 Injection Molding2 Injection MoldingECONOMICSI njection Molding machine is itself is expensive - Needmass productionto justify these total number of partsn= number of parts molded in one shott= cycle timeProduction Cost ($/part) = Material Cost+Mold Cost/N+ Molding Machine Cost ($/hr) t/n3 Injection MoldingEJECTIONF igure 2: The molded partcannothave any enclosed curves or the part willnot eject from the mold!4 Injection MoldingTYPES OF GATES5 Injection MoldingTHE Injection Molding WINDOW6 Injection MoldingCENTER-GATED DISKF igure 3: Mold used in conjunction with a constant volumetric flow 4: Position of an advancing flow 1 - Flow in the RunnerQ= R20dz(t)dtz(t) =Q R20tPressure builds during filling of the runner, given by the Hagen-PoiseuilleLaw:Pi(t) =8 Q R40z(t) =8 Q2 2R60t7 Injection MoldingCENTER-GATED DISKAtt=t0, the runner is filled (z=Lr)t0= R20 LrQPi(t0) =8 QLr R40 Fort>t0, the runner is full and the pressure drop along the runner isalways constant: Pr=Pi P0=8 QLr R40 Part 2 - Flow in the disk cavityFigure 5: Position of the advancing front in the disk indicated byR (t).
2 Q= 2H 2 R dR dtR (t0) =R0R 2 R20=Q2 H(t t0)Filling timet t0=VQ=2 HQ(R 2 R20)vz=v = 08 Injection MoldingCENTER-GATED DISKC ontinuity:1rddr(rvr) = 0 vr=C(z,t)rN-S:dPdr= d2vrdz2= rd2 Cdz2dPdz=dPd = 0r dPdr=d2 Cdz2=A(t)atz= Hvr= 0atr=R0P=P0(t)vr(r,z,t) = A(t)H22r[1 (zH)2]Volumetric Flow RateQ= 4 H0rvrdzA= 3Q4 H3constantQ constantArdPdr=A = 3 Q4 H3P0 P=3 Q4 H3ln(r/R0)9 Injection MoldingCENTER-GATED DISKThe pressure drop is logarithmicP ln(1/r) atr=R P= 0P0=3 Q4 H3ln(R /R0)can plug in previous result forR to getP0(t)Combine with pressure drop in runner to findPi=P0+ Pr=3 Q4 H3ln(R (t)R0)+8 QLr R40fort0<t<t Figure 6:P is the pressure required to fill the MoldingPACKING STAGEWhen the mold is full, flow stops, so there is no longer a pressure is used topackthe pressure must be maintained until the gate force to hold mold closed:F= AP dA= 2 P R0rdr= R2P General ResultF=P AExample: Typical packing pressureP = 108Pa for a total area ofA= m2.
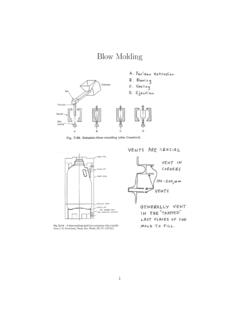
3 Clamp forceF=P A= 107Nt= 1000 is why Injection Molding machines are so large. They have to keepthe mold closed!11 Injection MoldingSIZING AN Injection MOLDINGMACHINEP acking pressure =108 PaClamping forceF=P AFigure 7: Clamping force as a function of surface area. Note: a single tensile bar - 50 ton machineMold a front end of a car - 5000 ton machine Typical sizes are 100-1000 tonsFor complicated partsA= projected area12 Injection MoldingCRITIQUE OF OUR MOLD-FILLINGCALCULATIONOur calculation was fairly nasty, yet we made so many assumptions thatthe calculation :1. Constant volumetric flow rate - otherwise keep time derivatives in thethree Navier-Stokes Negligible pressure drop in gate3. Newtonian - Polymer melts arenotNewtonian! This assumption keepsthe three Navier-Stokes Equations This is the worst assumption. Actually inject hot poly-mer into a cold mold to improve cycle time. To include heat transfer,another coupled PDE is needed!
4 The coupling is non-trivial becauseduring Injection , a skin of cold polymer forms on the walls of the moldand grows thicker with