Transcription of LATHES TYPES OF LATHES - Carnegie Mellon University
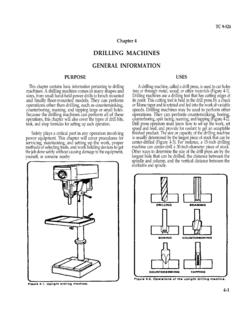
1 TC 9-524 Chapter 7 LATHESThe lathe is a machine tool used principally for shaping articles of metal (and sometimes wood or other materials) by causingthe workpiece to be held and rotated by the lathe while a tool bit is advanced into the work causing the cutting action. The basiclathe that was designed to cut cylindrical metal stock has been developed further to produce screw threads. tapered work. drilledholes. knurled surfaces, and crankshafts. The typical lathe provides a variety of rotating speeds and a means to manually andautomatically move the cutting tool into the workpiece. Machinists and maintenance shop personnel must be thoroughly familiarwith the lathe and its operations to accomplish the repair and fabrication of needed OF LATHES lathe (Figure 7-1 ) is ideally suited for this purpose.
2 A trainedLathes can be divided into three TYPES for easy identification:operator can accomplish more machining jobs with theengine LATHES , turret LATHES , and special purpose LATHES . Smallengine lathe than with any other machine tool. Turret latheslathes can be bench mounted, are lightweight, and can beand special purpose LATHES are usually used in production ortransported in wheeled vehicles easily. The larger LATHES arejob shops for mass production or specialized parts. whilefloor mounted and may require special transportation if theybasic engine LATHES are usually used for any type of lathemust be moved. Field and maintenance shops generally use awork. Further reference to LATHES in this chapter will be aboutlathe that can be adapted to many operations and that is not toothe various engine to be moved from one work site to another.
3 The engine7-1TC 9-524 ENGINE LATHESL ightweightSizesThe size of an engine lathe is determined by the largestpiece of stock that can be machined. Before machining aworkpiece, the following measurements must be considered:the diameter of the work that will swing over the bed and thelength between lathe centers (Figure 7-1 ).CategoriesLightweight bench engine LATHES are generally small latheswith a swing of 10 inches or less, mounted to a bench or tabletop. These LATHES can accomplish most machining jobs, butmay be limited due to the size of the material that can tool room LATHES are also known as standardmanufacturing LATHES and are used for all lathe operations,Slight differences in the various engine LATHES make it easysuch as turning, boring, drilling, reaming, producing screwto group them into three categories: lightweight bench enginethreads, taper turning, knurling, and radius forming, and canlathes, precision tool room LATHES , and gap LATHES , which arebe adapted for special milling operations with the appropriatefixture.
4 This type of lathe can handle workplaces up to 25also known as extension- type LATHES . These lathe categoriesare shown in Figure 7-2 Different manufacturers may useinches in diameter and up to 200 inches long. However, thedifferent lathe size is about a 15-inch swing with 36 to 48 inchesbetween centers. Many tool room LATHES are used for specialtool and die production due to the high accuracy of 9-524 GAP OR EXTENSION-TYPE LATHESGap or extension-type LATHES are similar to toolroom lathesexcept that gap LATHES can be adjusted to machine largerdiameter and longer workplaces The operator can increase theswing by moving the bed a distance from the headstock,which is usually one or two feet. By sliding the bed awayfrom the headstock, the gap lathe can be used to turn verylong workplaces between COMPONENTSE ngine LATHES all have the same general functional parts,even though the specific location or shape of a certain partmay differ from one manufacturer The bed is the foundationof the working parts of the lathe to another (Figure 7-3).
5 Ways provide the means for holding the tailstock andcarriage, which slide along the ways, in alignment with thepermanently attached headstockThe headstock is located on the operator s left end of thelathe bed. It contains the main spindle and oil reservoir andthe gearing mechanism for obtaining various spindle speedsand for transmitting power to the feeding and threadingmechanism. The headstock mechanism is driven by anelectric motor connected either to a belt or pulley system or toa geared system. The main spindle is mounted on bearings inthe headstock and is hardened and specially ground to fitdifferent lathe holding devices. The spindle has a holethrough its entire length to accommodate long hole in the nose of the spindle usually has a standardMorse taper which varies with the size of the lathe .
6 Centers,collets, drill chucks, tapered shank drills and reamers may beThe main feature of its construction are the ways which areinserted into the spindle. Chucks, drive plates, and faceplatesformed on its upper surface and run the full length of the be screwed onto the spindle or clamped onto the 9-524 The tailstock is located on the opposite end of the lathefrom the headstock. It supports one end of the work whenmachining between centers, supports long pieces held in thechuck, and holds various forms of cutting tools, such as drills,reamers, and taps. The tailstock is mounted on the ways and isdesigned to be clamped at any point along the ways. It has asliding spindle that is operated by a hand wheel and clampedin position by means of a spindle clamp.
7 The tailstock may beadjusted laterally (toward or away from the operator) byadjusting screws. It should be unclamped from the waysbefore any lateral adjustments are made, as this will allow thetailstock to be moved freely and prevent damage to the lateraladjustment carriage includes the apron, saddle, compound rest,cross slide, tool post, and the cutting tool. It sits across thelathe ways and in front of the lathe bed. The function of thecarriage is to carry and move the cutting tool. It can be movedby hand or by power and can be clamped into position with alocking nut. The saddle carries the cross slide and thecompound rest. The cross slide is mounted on the dovetailways on the top of the saddle and is moved back and forth at90 to the axis of the lathe by the cross slide lead screw.
8 Thelead screw can be hand or power activated. A feed reversinglever, located on the carriage or headstock, can be used tocause the carriage and the cross slide to reverse the directionof travel. The compound rest is mounted on the cross slide andcan be swiveled and clamped at any angle in a horizontalplane. The compound rest is used extensively in cutting steeptapers and angles for lathe centers. The cutting tool and toolholder are secured in the tool post which is mounted directlyto the compound rest. The apron contains the gears and feedclutches which transmit motion from the feed rod or leadscrew to the carriage and cross AND MAINTENANCE OF LATHESL athes are highly accurate machine tools designed to operatearound the clock if properly operated and maintained.
9 Lathesmust be lubricated and checked for adjustment beforeoperation. Improper lubrication or loose nuts and bolts cancause excessive wear and dangerous operating lathe ways are precision ground surfaces and must notbe used as tables for other tools and should be kept clean ofgrit and dirt. The lead screw and gears should be checkedfrequently for any metal chips that could be lodged in thegearing mechanisms. Check each lathe prior to operation forany missing parts or broken shear pins. Refer to the operator sinstructions before attempting to lift any lathe . Newly installedlathes or LATHES that are transported in mobilevehicles should be properly leveled before any operation toprevent vibration and wobble. Any LATHES that are transportedout of a normal shop environment should be protected fromdust, excessive heat, and very cold conditions.
10 Change thelubricant frequently if working in dusty conditions. In hotworking areas, use care to avoid overheating the motor ordamaging any seals. Operate the lathe at slower speeds thannormal when working in cold lathe operators must be constantly aware of the safetyhazards that are associated with using the lathe and must knowall safety precautions to avoid accidents and and ignorance are two great menaces to personalsafety. Other hazards can be mechanically related to workingwith the lathe , such as proper machine maintenance and important safety precautions to follow when usinglathes are:Correct dress is important, remove rings and watches, rollsleeves above stop the lathe before making not change spindle speeds until the lathe comes to acomplete sharp cutters, centers, and drills with chuck keys and wrenches before operatingAlways wear protective eye heavy chucks with care and protect the lathe wayswith a block of wood when installing a where the emergency stop is before operating pliers or a brush to remove chips and swarf, neveryour lean on the lay tools directly on the lathe ways.