Transcription of Lean Manufacturing: Principles, Tools and Methods
1 Electric Drives Linear Motion and and Controls Hydraulics Assembly Technologies Pneumatics Service lean Manufacturing: Principles, Tools and Methods Version Improve productivity and increase profits through lean manufacturing 2 Bosch Rexroth Corporation lean Manufacturing: Principles, Tools , and Methods Introduction: The 9 Principles of lean Manufacturing 1. The 9 Principles In today's manufacturing environment, ent parts and to make maximum use of 1. Continuous assembly work is routinely character- personnel, equipment and floor space. ized by short production cycles and The flexibility inherent in manual assembly Flow constantly diminishing batch sizes, cells is therefore preferable to automated while the variety of product types and assembly.
2 This requirement for maximum models continues to increase. Constant flexibility creates unique demands on the pressure to shorten lead times adds to lean workcell and the components that 2. lean Machines/. these demands and makes the mix truly make up the lean workcell. Simplicity challenging, even for the most innovative manufacturers. Granted, the lean approach is not the solution for all manufacturing problems. The ability to respond quickly to rapidly But it does offer a uniquely flexible 3. Workplace changing customer demands requires solution for assembling more complex Organization the use of manufacturing systems that products. This guide describes 9 basic can be re-configured and expanded on lean manufacturing principles that should the fly, and which can accommodate help you evaluate lean manufacturing advances in assembly techniques solutions for your own applications.
3 4. Parts without making any initial manufacturing investments obsolete. Presentation The 9 principles discussed are: Continuous Flow, lean Machines/Sim- lean manufacturing, an approach plicity, Workplace Organization, Parts that depends greatly on flexibility and Presentation, Reconfigurability, Product 5. Reconfigurability workplace organization, is an excellent Quality, Maintainability, Ease of Access, starting point for companies wanting and Ergonomics. to take a fresh look at their current manufacturing Methods . lean tech- niques are also worthy of investigation because they eliminate large capital 6. Product Quality outlays for dedicated machinery until automation becomes absolutely necessary.
4 Indeed, the concept of lean manufactur- 7. Maintainability ing represents a significant departure from the automated factory so popular in recent years. The less is better . approach to manufacturing leads to a vastly simplified, remarkably uncluttered environment that is carefully tuned to the 8. Ease of Access manufacturer's demands. Products are manufactured one at a time in response to the customer's requirements rather than batch manufactured for stock. The goal is to produce only the quantity required and no more. And since limited 9. Ergonomics numbers of parts are produced, it may be necessary to change processes during the day--to accommodate differ- Bosch Rexroth Corporation 3.
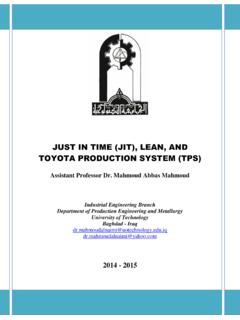
5 lean Manufacturing: Principles, Tools , and Methods A Typical U-Shaped Cell for lean Manufacturing 4. 7. 1. 9. 2. 3. 8. 6. 5. 4 Bosch Rexroth Corporation lean Manufacturing: Principles, Tools , and Methods 1. Continuous Flow 1. The preferred shape of the lean workcell is U-shaped. Each subprocess is con- nected to the next in order of process. With the worker in the interior of the U, minimum movement is required to move the workpiece or assembly from one workstation to the next. Ultimately, one of the goals of the lean workcell is to eliminate all non-value-add- ed movement; hence its U-shape. When the worker has finished the process, he simply turns around and is back at step one.
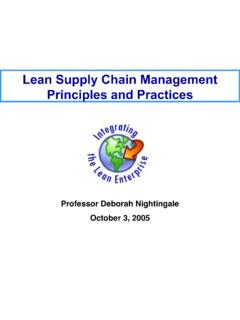
6 The workpiece may be carried from one value-added operation to the next. How- ever, there are times when the workpiece or the fixture holding the workpiece is too heavy and must be transferred me- Continuous Flow: chanically between workstations. U-shaped cell Although very heavy parts may be trans- Connect sub-processes ported on belt conveyors, manual push Value-add-to-value-add operation or gravity conveyors are ideal for moving parts between workstations. Their Machines in order of process minimum complexity makes them easy Parts arrive as needed to service and minimizes down time. Counterclockwise flow In addition, they are easy to connect One-piece flow (small lot flow).
7 End-to-end, which makes it easy to move Non-cyclical work done outside workstations within a workcell. cell by support people Fig. 1a: Simple roller conveyor for The curved corners of the U-shaped movement of heavy parts. workcell can pose a problem. As Benefits: potential dead space, they may act as a Elimination of non-value added move- mini storage area, thereby encouraging a ments, work in process, and inventory. return to batch processing. Instead, the use of a ball roller transfer should facili- tate part movement through the corners of the U-shape. Fig. 1b: Ball roller transfer Bosch Rexroth Corporation 5. lean Manufacturing: Principles, Tools , and Methods 2.
8 lean Machines/Simplicity Since continuous-flow, one-at-a-time manufacturing is another goal of lean manufacturing, it is important that each workstation or machine be designed to fit within a minimal envelope. The minimal envelope ensures the elimination of excess flat space at the workstation or machine. This is done to avoid the pos- sibility of storing parts or subassemblies at the machine. Storing parts increases work in process and results in batch . processing, which subsequently defeats the purpose of lean manufacturing. In addition, smaller, minimal size worksta- tions and machines eliminate unneces- sary steps taken by the worker between subprocesses.
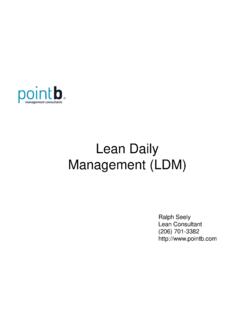
9 Finally, significant floor space may be saved by properly sizing workstations and machines. Although tempting for the sake of conformity and standardization, the deployment of standardized machine bases or workstations for all processes lean Machine Basics: should be avoided. Each machine base or workstation should be designed to Continuous flow optimize assembly subprocesses, which Save factory floor space in most cases will vary from workstation to workstation. This customization can No excess production be achieved with virtually any structural No extra shelf/drawer space material. To save on cost, however, as well as to minimize the environmental considerations related to disposing of Benefits: Fig.
10 2a: Bolt-together structural framing inflexible welded steel structures, prefer- One-at-a-time manufacture, quick system ence should be given to material that is production changeover, reduced reconfigurable and reusable. The modu- WIP, easily modified, customizable lar characteristics of extruded aluminum, production bolt-together systems make them perfect for the implementation of lean manufac- turing concepts. Moreover, in a continuous improvement environment, all workstations and work- cells must be easy to modify as process improvements are identified. In addition to their superior flexibility in layout and design, lightweight aluminum structures are easier to move when re-configuration is necessary.