Transcription of Long Fiber Reinforced Thermoplastics - Hi Polymers
1 long Fiber Reinforced ThermoplasticsInjection Molding GuidePlastic MaterialsCelstran & Injection MoldingProcess & HandlingTrouble Shooting GuideIntroductionThermoset Polymers ..3 thermoplastic 1 Celstran Materials & Injection long Fiber Reinforced Materials .. Celstran Materials .. Molding Process .. Molding , Runners, Gates, & Design Principles .. Considerations .. Considerations ..9 chapter 2 Celstran of Celstran Materials .. Material Handling .. of Celstran Materials .. of Regrind Celstran Materials .. Stainless Steel Materials .. as a Blending Concentrate .. Celstran Materials .. long Fiber Reinforced Nylon PA6/6 .. long Fiber Reinforced Nylon Celstran long Fiber Reinforced PP.
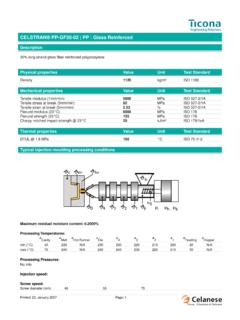
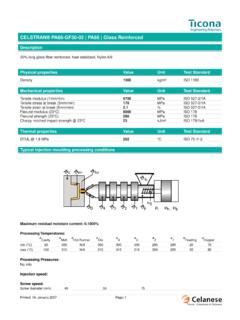
2 Celstran long Fiber Reinforced TPU .. Celstran long Fiber Reinforced PPS .. Celstran long Fiber Reinforced POM .. Celstran long Fiber Reinforced PET .. Celstran long Fiber Reinforced PEHD .. Shutdown Conditions .. Safety Precautions ..21 chapter 3 Troubleshooting Length Degradation .. Shots, Pit Marks, & Surface Ripples .. Marks, Silver Streaks, & Splash Marks .. Problems .. Marks .. Problems .. Sinks and Warpage and Part Distortion .. Brittleness .. Delamination .. Poor Dimensional Un-melted Pellets ..24 Troubleshooting Check of Figurespage1 CelstranManufacturing Process ..42 Schematic Cutaways of Sequence of a Single Stage Machine Screw for CelstranMaterials.
3 66 Three Piece Screw Tip Ring Valve Comparison ..78 Nozzle Tip Comparison ..89 Shrinkage Data for CelstranMaterials ..910 Flex. Mod. of Recycled PE vs. Celstran PEHD-GF60 .1111 Low Temp. Impact of POM vs. various Notched Izod of PP vs. various DTUL of recycled PET blended with CelstranPET ..1114 Hopper Dryer Unit Schematic ..1215 Proc. Temps. - Nylon PA6/6 CelstranMaterials ..1316 Proc. Temps. - Nylon PA6 CelstranMaterials ..1417 Proc. Temps. - PP Proc. Temps. - TPU CelstranMaterials ..1619 Proc. Temps. - PPS Proc. Temps. - POM CelstranMaterials ..1821 Proc. Temps. - PET CelstranMaterials ..1922 Proc. Temps. - PEHD CelstranMaterials ..20 NOTICE:To the best of our knowledge, the information contained in this pub-lication is accurate, however we do not assume any liability whatsoeverfor the accuracy and completeness of such information.
4 Further, theanalysis techniques included in this publication are often simplificationsand, therefore, approximate in nature. More vigorous analysis techniquesand/or prototype testing are strongly recommended to verify satisfactorypart performance. Anyone intending to rely on such recommendation orto use any equipment, processing technique or material mentioned in thispublication should satisfy themselves that they can meet all applicablesafety and health is the sole responsibility of the users to investigate whether anyexisting patents are infringed by the use of the materials mentioned in determination of the suitability of a particular material for any use contemplated by the user is the sole responsibility of the user.
5 Theuser must verify that the material, as subsequently processed, meets therequirements of the particular product or use. The user is encouraged totest prototypes or samples of the product under the harshest conditionslikely to be encountered to determine the suitability of the data and values included in this publication are either basedon testing of laboratory test specimens and represent data that fall withinthe normal range of properties for natural material or were extracted fromvarious published sources. All are believed to be representative. Colorantsor other additives may cause significant variations in data values. Thesevalues are not intended for use in establishing maximum, minimum orranges of values for specification strongly recommend that users seek and adhere to the manufac-turer s or supplier s current instructions for handling each material theyuse.
6 Please call 1-800-833-4882 for additional technical information. CallCustomer Services at the numbers listed on the back cover of this publica-tion for the appropriate Material Safety Data Sheets (MSDS) beforeattempting to process these products. Moreover, there is a need to reducehuman exposure to many materials to the lowest practical limits in viewof possible adverse effects. To the extent that any hazards may have beenmentioned in this publication, we neither suggest nor guarantee that suchhazards are the only ones that materials are not intended for use in medical or dental implants. Ticona/CelstranTable of Contents3 CelstranInjection Molding GuideIntroductionIntroductionThere are two generally recognized classes of plastic materials when classified by chemical structure:THERMOSETS,having cross-linked molecular chainsand Thermoplastics ,which are made up of linear molecular the Thermoplastics used for injection molding processes, there are a number of broad categories of resin groups.
7 General Purposeresins, usually commodity grades, are often referred to as neat resins due to their typical use inunmixed unreinforced are formulated for higher performance use a variety of other materials mixed with the resin for property or price , typically withadded glass fibers, are sold as short pellets, 3 mm long , and long Fiber pellets, 11 mm , originally patented in the early 1980 s, were the first in the new generation of long Fiber reinforcedthermoplastics (LFRTP). The proprietary technology and subsequent manufacturing techniques were developed atPolymer Composites Inc., (PCI), which focuses solely on the production of CelstranLFRTP are used often in metal replacement applications; the automotive market is the largest.
8 Other markets include:power tools, lawn and garden, general appliances, furniture, and medical. Short glass applications, where dimensionalstability and impact properties need improvement, is another area where Celstranmaterials are of the information in this publication is presented with the assumption of a perfect or optimum processing environment. While these conditions are preferred, variance from them can still yield good results, especially whenreviewed in the developmental stages of a representatives can help assess the key factorsthat will influence molding and final part results when using CelstranLFRTP PolymersThermoset Polymers require a two-stage poly-merization process: the first is done by the mate-rial supplier, resulting in a linear chain polymerwith partially reacted portions.
9 The second isdone by the molder, who controls final cross-linking. Short chains with many cross-links formrigid thermosets, while longer chains with fewercross-links form more flexible all thermosets the polymerization is perma-nent and irreversible. The process of curing athermoset is analogous to cooking an egg. Oncecooked, reheating does not cause an egg toremelt, just as thermosets cannot be , as an egg burns from overheating, athermoset can be overheated, resulting in brokenchains and degraded PolymersThermoplastics are fully polymerized, requiringno further chemical processing before are two kinds:CRYSTALLINEand AMOR-PHOUS.
10 Crystalline Polymers include: polyethyl-ene, polypropylene, polyamide ( , Celanese nylon), acetal ( , Celcon ), PBT (polybutyleneterephthalate, , Celanex ), and PPS (polyphe-nylenesulfide, , Fortron ). Amorphous poly-mers include ABS (acrylonitrile/butadiene/sty-rene), polystyrene, and of the differences between crystalline andamorphous Polymers are:Crystalline Polymers have a relatively sharp meltingpoint. Amorphous Polymers have no true melting point,but merely soften have an ordered, arrangement of moleculechains. Amorphous have a random orientation of mol-ecules, chains can lie in any generally require higher temperatures toflow well when compared to amorphous.