Transcription of Machining of Aluminum and Aluminum Alloys - NIST
1 ASM Handbook, Volume 16: Machining Copyright 1989 ASM International . ASM Handbook Committee, p 761-804 All rights reserved. DOI: MachJning of Aluminum and AlumJnum Alloys A L U M I N U M Alloys can be ma- - r .. _ . lul Tools with small rake angles can normally chined rapidly and economically. Because ," ,',,'7.,','_ ' , '~: , ~ " ~ ! f/ "' ". be used with little danger of burring the part of their complex metallurgical structure, or of developing buildup on the cutting their Machining characteristics are superior ,, A edges of tools. Alloys having silicon as the to those of pure Aluminum . major alloying element require tools with The microconstituents present in alumi- larger rake angles, and they are more eco- num Alloys have important effects on ma- nomically machined at lower speeds and chining characteristics. Nonabrasive con- feeds.
2 Stituents have a beneficial effect, and ,o IIR Wrought Alloys . Most wrought alumi- insoluble abrasive constituents exert a det- num Alloys have excellent Machining char- rimental effect on tool life and surface qual- acteristics; several are well suited to multi- ity. Constituents that are insoluble but soft B pie-operation Machining . A thorough and nonabrasive are beneficial because they assist in chip breakage; such constituents s,~. e,,{' ,.t , understanding of tool designs and machin- ing practices is essential for full utilization are purposely added in formulating high- of the free- Machining qualities of Aluminum strength free-cutting Alloys for processing in Alloys . high-speed automatic bar and chucking ma- Strain-hardenable Alloys (including chines. " ~ ~p /"~ commercially pure Aluminum ) contain no In general, the softer ailoys~and, to a alloying elements that would render them o lesser extent, some of the harder al- c c hardenable by solution heat treatment and "/a ,p loys--are likely to form a built-up edge on precipitation, but they can be strengthened the cutting lip of the tool.}
3 This edge consists to some extent by cold work. In Machining , of Aluminum particles that have become a continuous chip is formed that must be welded to the tool edge because they were directed away from the workpiece by tools melted by the heat generated in cutting. with generous side and back rake angles, Edge buildup can be minimized by using effective cutting fluids and by employing D. :/ D. thus preventing scratching of the finished surface with the work-hardened chips. tools with surfaces that are free of grinding These Alloys machine easily, although tool marks and scratches. pressures are high as a result of high fric- Alloys containing more than 10% Si are tion. To obtain good surface finish, sharp the most difficult to machine because hard tools are mandatory because the Alloys are particles of free silicon cause rapid tool gummy.
4 Machinability is improved by cold wear. Alloys containing more than 5% Si working; Alloys in the full-hard temper are will not finish to the bright machined sur- ~. ~. easier to machine to a good finish than those 0. faces of other high-strength Aluminum al- in the annealed condition. loys, but will have slightly gray surfaces , ] Heat-Treatable Alloys . Most of the al- with little luster. Chips are torn rather than loys of this group contain fairly high per- sheared from the work, and special precau- centages of alloying elements such as cop- tions (such as the use of lubricant-contain- Machinabllity ndmin Feed, mndrev ( ). per, silicon, magnesium, and zinc. They can ing cutting fluids) must be taken to avoid the rating Alloy (sfm) Left photo Right photo be machined to a good finish with or with- buildup of burrs on cutting edges.
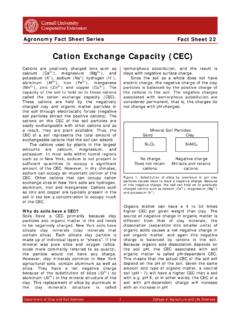
5 A .. 2011-T3 120 0. ! 52. out cutting fluid, but a cutting fluid is rec- (400) ( ) ( ) ommended for most operations. Turnings B .. 2024-T4 30 O. 152 usually occur as long, continuous curls, Classification of (100) ( (0) ( ) except for the free- Machining Alloys , which C .. 6061-T6 120 contain chip-breaking constituents. Heat- Aluminum A l l o y s (400) ( ) ( ). treatable Alloys are more machinable in the D .. 3004-H32 120 O. 152 Cast, wrought, strain hardenable, and (400) ( ) ( ) heat-treated tempers than in the softer as- heat treatable are the four major classifica- E .. 1100-HI2 120 fabricated or annealed solution. (400) ( ) ( ). tions of Aluminum Alloys . Machinability Machinability groupings for Aluminum groupings are also used. Alloys are useful in specifying tool forms. Typical chips for machinability ratings A to E.)
6 Cast Alloys containing copper, magne- F' U I (Table 1)for Aluminum Alloys . All chips were For this purpose, Alloys are classified into sium, or zinc as the principal alloying ele- made with 20 rake tool and mm ( in.) depth five groups: A, B, C, D, and E, in increasing ments impose few Machining problems. of cut. order of chip length and in decreasing order 762 / Machining of Specific Metals and Alloys Table l(a) Machinability ratings of wrought Aluminum Alloys Hardness, HB Hardness, HB. Alloy (500 kg load, Machinabflity Alloy (500 kg load, Machinability designation Temper Product form 10 nun ball) rating(a) designation Temper Product form 10 mm b a l l ) rating(a). 1060 .. O E x t r u d e d rod, bar, 19 E 5154 .. O Sheet, plate; welding wire 58 D. HI2 e x t r u d e d and drawn 23 E H32 and rod 67 D. HI4 tube, pipe 26 D H34 73 C.
7 HI6 30 D H36 78 C. HI8 35 D H38 80 C. 1100 .. O Sheet, plate; rolled and 23 E H112 63 D. HI2 e x t r u d e d rod, bar; 28 E 5252 .. H25 Sheet 68 C. HI4 e x t r u d e d and drawn 32 D H38 75 C. H 16 tube, pipe; other 38 D 5254 .. O Sheet, plate 58 D. H 18 44 D H32 67 D. 2011 .. T3 Rod, bar, tube, pipe 95 A H34 73 C. T8 100 A H36 78 C. 2014 .. O Plate, rod, bar, tube, pipe; 45 D H38 80 C. T4 other 105 B H 112 63 D. T6 135 B 5257 .. H25 Sheet 32 C. 2017 .. O Rolled rod, bar; other 45 C H28 43 C. T4 105 B 5357 .. O Sheet, plate 32 D. 2018 .. T61 Forging stock 120 B H25 50 C. 2024 .. O Sheet, plate, rod, bar, tube, 47 D H28 55 C. T3 pipe; other 120 B 5454 .. O Sheet, plate; other 62 D. T4 120 B H32 73 D. T61 130 B H34 81 C. 2025 .. T6 Forging stock I l0 B HI 11 70 D. 2117 .. T4 Rivet wire, rod 70 C HI 12 62 D. 2218 .. T72 Forging stock 95 B 5456.
8 O Sheet, plate; e x t r u d e d rod 70 D. 2219 .. O Sheet, plate; extruded rod, .. Hill bar; e x t r u d e d tube, pipe; 75 D. T42 bar; e x t r u d e d and drawn .. H112 forgings 70 D. T351 tube, pipe; forging stock 100 B HI 16 90 D. T37 117 B 5457 .. O Sheet 32 E. T62 I 15 B H25 48 C. T851 130 B H28 55 C. T87 130 B 5557 .. O Sheet 27 E. 2618 .. T61 Forgings 115 B H25 46 D. 3002 .. O Sheet 25 H28 55 D. H25 .. 5652 .. O Sheet, plate 47 D. 3003 .. O Sheet, plate; rolled and 28 E H32 60 D. HI2 extruded rod, bar; 35 E H34 68 C. H 14 extruded and drawn 40 D H36 73 C. HI6 tube, pipe; other 47 D H38 77 C. H 18 55 D 5657 .. H25 Sheet 40 D. 3004 .. O Sheet, plate; drawn tube, 45 D H28 50 D. H32 pipe 52 D 6005 .. T5 Extruded rod, bar 95 C. H34 63 C 6061 .. O Sheet, plate, rod, bar, tube, 30 D. H36 70 C T4 pipe; forging; other 65 C.
9 H38 77 C T6 95 C. 4032 .. T6 Forging stock 120 B 6063 .. O Extruded rod, bar; 25 D. 5005 .. O Sheet, plate; rolled rod and 28 E Tl e x t r u d e d and drawn 42 D. H 12 bar; other 36 E T4 tube, pipe 60 D. H14 41 D T5 60 C. H 16 46 D T6 73 C. H 18 51 D T83 82 C. H32 36 E T831 70 C. H34 41 D T832 95 C. H36 46 D 6066 .. O Extruded rod, bar; forging 43 D. H38 51 D T4 stock 90 C. 5050 .. O Sheet, plate; drawn tube, 36 E T6 120 B. H32 pipe 46 D 6070 .. T6 Rod, bar, tube, pipe 120 C. H34 53 D 6151 .. T6 Forging stock 100 . H36 58 C 6262 .. T9 Rod, bar, tube, pipe 120 B. H38 63 C 6463 .. TI E x t r u d e d rod, bar; 42 D. 5052 .. O Sheet, plate; rolled rod, 47 D T5 e x t r u d e d and drawn 60 C. H32 bar; drawn tube, pipe; 60 D T6 tube, pipe 74 C. H34 other 68 C 6951 .. O Sheet 28 . H36 73 C T6 82 . H38 77 C 7001 .. O Extruded rod, bar 60 B.
10 5056 .. O Rivet rod, wire 65 D T6 160 B. HI8 105 C 7005 .. T53 Rod, bar, tube, pipe .. H38 100 C 7075 .. O Sheet, plate, rod, bar, tube, 60 D. 5083 .. O Sheet, plate, rod, bar, tube, 67 D T6 pipe; forging stock 150 B. H321 pipe, forgings 82 D 7079 .. O Sheet, plate, rod, bar, tube, .. 5086 .. O Sheet, plate; extruded rod, 60 D T6 pipe; forging stock 145 B. H32 bar; extruded and drawn 72 D 7178 .. O Sheet, plate, rod, bar, tube, 60 . H34 tube, pipe 82 C T6 pipe 160 B. HI 12 64 D T76 .. 8280 .. O Sheet, plate B. HI2 A. (a) A, B, C, D, and E are relative ratings in increasing order of chip length (see Fig. 1) and decreasing order of quality of finish. A, free cutting, very small broken chips and excellent finish; B, curled or easily broken chips and good-to-excellent finish; C, continuous chips and good finish; D, continuous chips and satisfactory finish; E, optimum tool design and machine settings required to obtain satisfactory control of chip and finish.