Transcription of MATERIAL GRADES - Meusburger
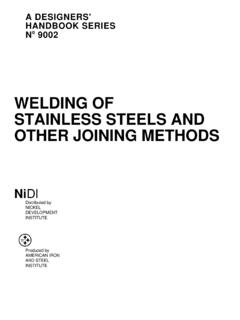
1 MATERIAL GRADES23 QUALITY NEEDS TO BE CHECKEDWe carry out in-house spectral analyses, strength tests and ultrasonic tests. Only flawless steel will pass these quality control RAW MATERIALNot all steel is the is why we select the best-known steel-works as our suppliers. Only the best raw materials ensure exceptionally good products. It is ultimately you as the customer who benefits from this Meusburger heat treatment process heatingmaintainingcooling14 h = 35 C / h6 h4 h ChCOOLING FOR 14 HOURSThe subsequent slow, regular cooling period of 14 hours in the furnace is even more important. Here theplates are cooled by approximately 35 C per hour. If they were cooled more quickly, tension - and eventhe formation of cracks - could once more occur in the FURNACES FOR 240 TONNES OF STEELD uring the production of steel plates tension grows in the MATERIAL from various machining processes caused, for example, by irregular Meusburger all steel plates are heat-treated for stress relief in one of the three furnaces for 24 hours.
2 The daily capacity is 240 TENSIONWith stress-relieving heat treatment, the tension in the MATERIAL is minimised without changes to themicrostructure or strength. This is a great advantage during subsequent machining. If there was stilltension in the MATERIAL , it would, for example, cause deformation during sawing or milling. During stressrelieving it is important to heat the plates slowly and consistently and then maintain this temperature for6 hours. This guarantees that thick plates are also heated through to the MATERIALSSTRESS-RELIEVING HEAT TREATMENT45 COLD-WORK STEELCold-work steels are used for moulds which generally don t reach temperatures higher than 200 C while in STEELThe continuous operating temperature of hot-work steel is over 200 C, which is why hot-work steel offers the best properties for die casting moulds as well as moulds with which high performance plastics are FOR THROUGH HARDENINGS teels for through hardening are delivered in a soft condition.
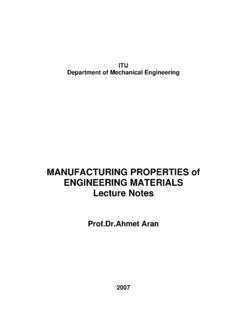
3 They are good for further hardening processes,in order to change the mechanical properties of the FOR CASE-HARDENINGDue to the low carbon content of steels for case-hardening, they are inserted into anatmosphere with high carbon content and heated. The result is a piece with high core toughness and surface STEELHigh-speed steels, or HSS for short, are high-alloy tool steels with large amounts of alloying elements such as tungsten, molybdenum, chrome, and vanadium. They offer high resistance to adhesive and abrasive wear with high toughness as well as high resistance to pressure and high STEELT hese steels are delivered already quenched and tempered. High tensile and fatigue strength are the distinguishing features of this GRADESNOT ALL STEEL IS THE +Corrosion resistant steelUnalloyed metalsSteel for case-hardeningPre-toughened steelCold-work steelHot-work steelHSSHigh-speed steelSteel for through hardeningHSS high speed / powder steelQuenched and tempered alloy alloying elementsElementMelting pointImportanceALUMINIUM (AL)658 CThis is the strongest and very frequently used deoxidation and denitriding compound which supports the steel during its ageing.
4 Since aluminium nitrides with nitrogen to produce a very hard compound, it is usually used as an alloy in nitriding (C)3450 CCarbon is the most important and indispensable alloying element in (CO)1492 CCobalt is always used together with other alloying elements such as chromium and tungsten. It increases the hot hardness and wear resistance in high speed (CR)1920 CChromium forms hard carbides, which increases the wear resistance and the durability of cutting edges. At the same time it facilitates through (CU)1084 CCopper is used as an alloying element for only a few steel GRADES because it accumulates below the scale layer and can penetrate the grain boundary of the steel causing very fragile surfaces in hot forming processes. It is sometimes considered to have a damaging effect on (MN)1221 CManganese binds sulphur to manganese sulphides and thereby reduces the adverse effects of the iron sulphide. All steel GRADES contain small amounts of manganese in order to facilitate casting, rolling and forging.
5 It is considered an alloying element only if its content is greater than (MO)2623 CMolybdenum is usually used together with other alloying elements. It works like chromium but is stronger. In combination with chromium it results in a higher hot (NI)1453 CNickel gives cold work steels a higher toughness. Engineering steels contain nickel in combination with chromium and molybdenum in order to improve their (P)44 CThis strong alloying element usually has a damaging effect on (S)118 CSulphur has a low solubility in iron but forms stable sulphides with some other alloying elements. Manganese sulphides are favourable because they have a positive effect on (SI)1414 CThis is included in all steel GRADES in order to facilitate the processing of the steel. It is considered an alloying element only if its content is greater than (V)1726 CVanadium is a good carbide former. It binds nitrogen and has a refining eff ect on the crystals.
6 The result is a finer structure. The hard carbides increase the heat resistance, wear resistance and resistance to (W)3380 CTungsten forms hard carbides with very good cutting properties and also provides a high hot hardness. The tensile strength, yield strength, wear resistance and toughness can be increased with This general information is only a recommendation for anyone to apply freely. For individual cases the buyer must make sure they purchase for the right application. If in doubt, a specialist ( steel manufacturer, hardening shop) should be consulted. Liability does not lie with Meusburger Georg GmbH & Co of MATERIAL gradesMaterial :AFNOR:AISI:S 355 J2 (St 52-3)A 52 FPA738 CSiMn - 185 HB( 450 - 630 N/mm )Structural steelunalloyed, with good weldabilityFor common applications in mould and die making and machine and jig :AFNOR:AISI:C 45 UXC 481045 CSiMn - 195 HB( 610 - 660 N/mm )Tool steelunalloyed, suitable for flame hardeningUnhardened parts for mould, die and jig construction or plates and frames for mould bases and die :AFNOR:AISI:X 40 Cr 14Z 40 C 14420 CSiMnCr 240 HB( max.)
7 800 N/mm )Steel for through hardeninglow corrosion, high-alloyCavity plates and inserts for the processing of plastics, mainly for the processing of corrosive ESU (ESR) DIN:AFNOR:AISI:X 40 Cr 14Z 40 C 14420 ESRCSiMnCr 240 HB( max. 800 N/mm )Steel for through hardeninglow corrosion, suitable for mirror polishing, electro-slag remelted, high-alloyCavity plates and inserts for the processing of plastics, mainly for the processing of corrosive :AFNOR:AISI:X 33 CrS 16Z 35 CD 422+SCSiMn CrSNi - 325 HB( 950 - 1100 N/mm )Tool steelpre-toughened, corrosion resistant, with good machinability, high-alloyedPlates for corrosion resistant mould bases and die sets; moulds for corrosive :AFNOR:AISI:21 MnCr 520 MC 55120 CSiMnCr 210 HB( max. 710 N/mm )Steel for case-hardeningalloyedCavity plates and machine :AFNOR:UNI:AISI:115 CrV 3100 C3107 CrV 3 KUL2 CSiMnCrV 220 HB( max.
8 750 N/mm )Cold-work steelalloyed, wear-resistantCore pins, punches, small turned :AFNOR:UNI:AISI:40 CrMnMo 740 CMD 835 CrMo 8 KUP20 CSiMnCrMo - 325 HB( 950 - 1100 N/mm )Tool steelalloyed and pre-toughened, ideal for nitriding and polishingCavity plates, inserts andhigh-strength machine :AFNOR:AISI:40 CrMnMoS 8-640 CMD +SCSiMnCrMoS - 325 HB( 950 - 1100 N/mm )Tool steelalloyed and pre-toughened, ideal for nitriding and good machinabilityCavity plates for mould bases and die sets with increased requirements on :AFNOR:UNI:AISI:X 38 CrMo 16Z 35 CD 17X 38 CrMo 16 KU 422 CCrMo - 325 HB( 950 - 1100 N/mm )Tool steelpre-toughened, corrosion-resistant, polishable, high-alloyedMoulds for processing corrosive :AFNOR:UNI:AISI:X 37 CrMoV 5-1Z 38 CDV 5X 37 CrMoV 5-1 KUH11 CSiMnCrMoV 230 HB( max. 780 N/mm )Hot-work steelhigh-alloyedCavity plates and inserts for plastic injecti-on ESU (ESR)DIN:AFNOR:UNI:AISI:X 37 CrMoV 5-1Z 38 CDV 5X 37 CrMoV 5-1 KUH11 ESRCSiMnCrMoV 230 HB( max.
9 780 N/mm )Hot-work steelsuitable for mirror polishing, electro-slag remelted, high-alloyCavity plates and inserts for die casting (Al, Mg, Zn etc.) and injection :AFNOR:UNI:AISI:X 40 CrMoV 5-1Z 40 CDV 5X 40 CrMoV 5-1 KUH13 CSiCrMoV 230 HB( max. 780 N/mm )Hot-work steelhigh-temperature resistant, high tempe-rature wear resistant, excellent thermal conductivity, high-alloyStandard MATERIAL for hot-work tools, extrusion moulds, dies, tools for plastics ESU (ESR)DIN:AFNOR:UNI:AISI:X 40 CrMoV 5-1Z 40 CDV 5X 40 CrMoV 5-1 KUH13 ESRCSiCrMoV 230 HB( max. 780 N/mm )Hot-work steelsuitable for mirror polishing, electro-slag remelted, high-alloyStandard MATERIAL for hot-work tools, extrusion moulds, dies, tools for plastics DIN:AFNOR:UNI:AISI:X 100 CrMoV 5Z 100 CDV 5X 100 CrMoV 5-1 KUA2 CSiMnCrMoV 240 HB( max. 820 N/mm )Steel for through hardeningdimensional stability and high hardena-bility; wear-resistant, cold-work steel with good machinabilityCavity plates and inserts as well as cutting punches, wear plates and cutting dies with high requirements on :AFNOR:AISI:X 153 CrMoV 12Z 160 CDV 12 D2 CSiMnCrMoV 255 HB( max.
10 860 N/mm )Steel for through hardeningwear-resistant cold-work steel, high-al-loyedCavity plates and inserts as well as wear plates and cutting dies with increased wear resistanceMaterial :AFNOR:AISI:55 NiCrMoV 755 NCDV 7L6 CCrMoNiV 250 HB( max. 850 N/mm )Steel for through hardeninggood high-temperature resistance and toughnessExtrusion dies, hot-forging tools, dies for processing tin, lead and zinc HHDIN:AFNOR:AISI:55 NiCrMoV 755 NCDV 7L6 CCrMoNiV - 45 HRC( 1300 - 1450 N/mm )Steel for through hardening hardened and tempered; good high-temperature resistance and toughnessInserts, cores and slides for injection :AFNOR:AISI:40 CrMnNiMo 8-6-440 CMND 8 P20 + NiCMnCrMoNiSi - 325 HB( 950 - 1100 N/mm )Tool steelquenched and tempered steel, with uniform strength for larger dimensions; suitable for polishing and nitridingLarge moulds with deep cavities for items such as bumpers or TSHHDIN:AFNOR: UNI:AISI:Special alloy-- -CMnCrMoNiV - 38 HRC( 1050 - 1200 N/mm )Steel for plastic injection moulds modified, hardened and tempered; good polishability and excellent grainability.