Example: stock market
Milling Equations - Montana State University
Milling Equations Machining Time : Peripheral Milling T m = L + A f r T m = Machining Time (Min.) L = Length of Cut A = Approach Distance f r = Feed Rate (Dist./ Min.) Machining Time : Face Milling T m = f r L + A + O T m = Machining Time (Min.) L = Length of Cut A = Approach Distance O = Cutter Run Out Distance f r = Feed Rate (Dist./ Min.) 4
Tags:
Information
Domain:
Source:
Link to this page:
Documents from same domain

Budget Justification / Narrative Best Practices
www.montana.eduBudget Justification / Narrative Best Practices . Courtesy of Arizona State University Learning Sciences Institute (modified for MSU OSP 2016) The purpose of the justification is to explain all expenses required to achieve the project aims &

Indian Education for All - Montana State University
www.montana.eduBeyond Indian Education for All (IEFA) 101 During the workshop, we addressed the legal, instructional, and ethical responsibilities to integrate IEFA, examined the ...

Determination of Sound Transmission Class (STC)
www.montana.eduUS Gypsum (usg.com) Determination of Sound Transmission Class . Reproduced above is the graph of an actual sound transmission-loss …
MANAGING CONFLICT - Montana State University
www.montana.eduConflict Management Styles 1. Dual Concerns Model 2. Conflict Style Profile. 5/29/2015 12 The Dual Concerns Model Styles of Conflict Management 1. Contending ... Managing Conflict 1. Think first 2. Gain a better understanding 3. Define the problem 4. Offer your best solution 5. Agree on the Resolution

EMEC 341: Advanced Mechanics of Materials - montana.edu
www.montana.eduBoresi and Schmidt “Advanced Mechanics of Materials”,6th ed., 2003, John Wiley & Sons, Inc., ISBN: 978-0-471-43881-6 Computer and Laboratory Usage: Students may be required to complete several homework assignments using MATLAB or equivalent software. In addition to department-provided access to computers and the

Production and Inventory Management - montana.edu
www.montana.eduProduction and Inventory Management Understand Cost Relationships Economic efficiency (profits) Understanding of relationships helps managers Effective production decisions Managers are Better Able to Meet Financial Objectives Management Information Systems MIS provides 1.

**FIRE FIGHTER I** CERTIFICATION TEST DOCUMENTATION …
www.montana.eduA Fire Fighter 1 Candidate has an 18 month period to complete this test. Once the FSTS Once the FSTS administered portion of the test has begun, it must be completed within 9 months .

** FIRE FIGHTER II ** CERTIFICATION TEST …
www.montana.eduResponsibilities of the Fire Fighter II in assuming and transferring command within an incident management system, performing assigned duties in conformance with applicable NFPA and other safety regulations and authority

Mankiw: Chapter 1 10 Principles of Economics
www.montana.eduMankiw: Chapter 1 10 Principles of Economics Scarcity: Resources are Limited; Wants exceed what is freely available from nature Economics: How Society Manages Scarce Resources 1. What will be produced? 2. How it will be produced? 3. For Whom? The 10 Principles How People Make Decisions: 1. People Face Tradeoffs

EGEN 205 – Mechanics of Materials — Course Syllabus
www.montana.eduThe objectives of EGEN 205, Mechanics of Materials, are to learn the principles of mechanics applied to different materials [III] and to develop problem solving skills through application of these principles to basic engineering
Related documents
CUTTING TOOL TECHNOLOGY
www.egr.msu.eduMilling Cutters • Principal types: – Plain milling cutter – Peripheral or slab milling (can be Helical) – Form milling cutter -Peripheral milling cutter in which cutting edges have special profile to be imparted to work • Important application - gear-making, in which the form milling cutter is shaped to cut the slots between adjacent gear

Introduction to Milling Tools and Their Application
www.machiningcloud.comMilling is done using a cylindrical milling tool mounted in a milling tool holder that is then mounted in the tool spindle on the machine. End Mills End mills are the most common milling cutters. End mills are available in a wide variety of lengths, diameters, and types. A square end mill is used for most general milling applications.

MILLING MACHINE OPERATIONS - HNSA
www.hnsa.orgthe milling cutter forward or rearward in a horizontal plane. Two widely used ram-type milling machines are the floor-mounted universal milling machine and the swivel cutter head ram-type milling machine. (b) Swivel Cutter Head Ram-type Milling Machine (figure 2 on the following page). A cutter head containing the milling machine spindle is

Milling Machine Operations - JNKVV
jnkvv.orgThe cutter used is an end mill. The end milling cutters are also used for the production of slots, grooves or keyways. A vertical milling machine is more suitable for end milling operation. Saw Milling Saw-milling is the operation of producing narrow slots or grooves on a workpiece by using a saw-milling cutter.

NIAGARA CUTTER SOLID END MILLING PRODUCT CATALOG
www.niagaracutter.comNIAGARA CUTTER . SOLID END MILLING PRODUCT CATALOG. SOLID END MILLING PRODUCT CATALOG . SOLID CARBIDE, HIGH SPEED STEEL & COBALT. NIAGARA CUTTER, LLC. North American Production Unit 150 South Fifth Street. Reynoldsville, PA 15851-0279 814-653-8211. NIAGARACUTTER.COM niacut@niagaracutter.com. Niagara Cutter is a …

Milling Tools & Inserts
www.lmtfettetools.com• Universal milling cutter for face milling of steel, stainless and cast iron materials • Exclusive TWINCUT insert design offers round, 8, and 12 cutting edges for high production milling applications See page 8 for Inserts. See pages 96 & 97 for recommended cutting data & application information. 20° a p 42.4°.420 –7° 20°.217 58 ...
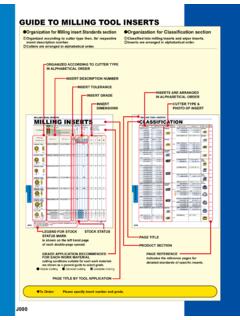
GUIDE TO MILLING TOOL INSERTS - mitsubishicarbide.com
www.mitsubishicarbide.comJ000 GUIDE TO MILLING TOOL INSERTS aOrganization for Milling insert Standards section aOrganization for Classification section zOrganized according to cutter type then, its’ respective insert description number. xCutters are arranged in alphabetical order. zClassified into milling inserts and wiper inserts. xInserts are arranged in alphabetical order. ...

Cutting data recommendations - Uddeholm Global
www.uddeholm.com5. It is recommended to use a TiCN coated cutter when milling with solid cemented carbide tools. The axial depth of cut should not exceed the cutter diameter when slot milling. 6. Climb milling is generally recommended. 7. When side milling with small radial depths of cut (a
PROGRAMMING WORKBOOK
www.engr.psu.eduwould want to make use of all four quadrants of the X and Y axes on a milling machine. As you gain more experience in machine tool programming and of setup techniques, you’ll have a better understanding of how to position your machine tool and how to define a part zero origin and how to position a tool around that origin .
TOOL WEAR, TOOL LIFE, HAND TOOLS AND MACHINE TOOLS
home.iitk.ac.inTool wear Index, feed marks and surface finish Type of wear depends MAINLY on cutting speed •If cutting speed increases, predominant wear may be “CRATER”wear else “FLANK”wear. • Failure by crater takes place when index h k reaches 0.4 value, before flank wear limit2of h f …