Transcription of PHARMACODE GUIDE
1 1 PHARMACODE GuidePHARMACODE GUIDE2 Copyright Laetus am Sandberg Ger tebau GmbHGermanyJuly 1997 PHARMACODE GUIDE , 4. EditionLaetus-Number of this manual: 70 5 62 3101 This manual may not be translated, copied or reprinted in whole or in partwithout prior written approval by provisions of Article 823 of the German Civil Code apply in modifications and the correction of errors are subject to changewithout the 4th Edition of the " PHARMACODE GUIDE ", we have included many tipsfrom our customers, originating directly from the use of the PHARMACODE was developed specifically to meet requirements in thepharmaceutical packaging process and has offered invaluable service tousers. The prevention of intermixture is the most critical and importantrequirement of pharmaceutical has become an important tool for putting GMP requirementsinto spite of the rapid development of automatic identification techniques, andin particular bar code technology, the PHARMACODE has retained itsimportance for the industry and has established itself world-wide as thepharmaceutical industry most important advantages are listed below: It can mark all relevant secondary and printed primary packaging.
2 It can be read on all packaging machines, irrespective of model oryear. The user allocates Pharmacodes independent of externalorganizations and regulations. Within limits, variable dimensions enable a high degree offlexibility and so meet the various demands of the individualpackaging. The inherent printing color control, on the basis of the multicoloredcode structure which is possible, allows the simultaneous presencecheck of the printer s colors relevant to security and so monitors thepresence of the information stipulated by pharmaceutical GUIDE supports the users in the organization of code allocation, and alsoin daily practice, in operation. It is directed not only at productionmanagers, operating engineers and packing developers but also at qualityassurance departments and at suppliers, whether it be in packaging or and above this GUIDE , Laetus offers a wide variety of assistance andways of offering the user optimal support through its Service includes Working out masters code lists Making master films available Checking the printer s colors Varied accessories to assist in quality control and organization, asdescribed in Chapter hope that you will find this 4th Edition of the PHARMACODE GUIDE avaluable tool.
3 We would be happy to receive any suggestions for Code General guidelines .. Standard one-track PHARMACODE .. Miniature one-track PHARMACODE .. Two-track PHARMACODE .. Code General guidelines .. Object of code reading on packaging materials .. Aids .. Procedure in allocating Sizing requirements for secondary and primary packaging Collapsible boxes .. Prefolded Labels, Adhesive labels .. Tubes, Code reading in the turning station .. Tubes, code reading (when flat).. Films .. Cylindrical objects in the turning station .. Cylindrical objects without alignment .. Application GUIDE Code camera .. Laser UV Guidelines for printing Practical guidelines, code Number of possible code combinations .. Space Converting a one-track PHARMACODE into a decimal number .. Developing a one track PHARMACODE .
4 Converting a two-track PHARMACODE into a decimal number .. Machine direction and display .. Machine direction, left or right .. Traverse and rotated reading .. Inverse reading .. Display on ARGUS 4/6 .. Testing and adjustment code .. Code allocation list .. Application example .. Code list for one-track Code Guidelines for color comparison tables .. Guidelines for the dimensions of multicolored coding .. Establishing color contrast with background colors .. Evaluation of colors .. Color comparison table showing readability of code Contrast Measuring magnifier .. Pantone Matching System .. Films .. PC-programs for creating PHARMACODE lists .. PC-program for creating true-to-size Pharmacoding .. Test code .. ADMINCODE (Code aministration program) .. 60 Appendix: Code allocation Code General guidelinesIn the first chapter the generally valid dimensioning regulation for thePharmacode are briefly described.
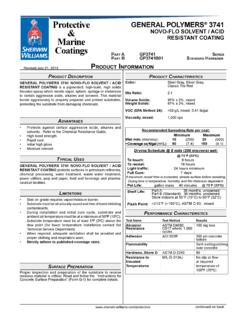
5 The specifications are generally the second chapter additional data is added which should be taken intoconsideration, depending on the specific are two versions of the PHARMACODE : a one-track and a two-trackcode. There are standard and miniature variations of the one-track :We recommend that the height of the code dimension e1 is chosen aslarge as possible as this results in greater GUIDE Standard one-track Pharmacodea1 Width of thin code barb1 Width of thick code barc1 Gap between code bars of the main coded1 Gap between the main code and the supplementary codee1 Height of code barz1 Width of color bar = Width b1 STANDARDONE-TRACKPHARMACODES tandardMinimumMaximuma10,5 mm0,4 mm 0,7 mmb11,5 mm1,3 mm2,5 mmc11,0 mm0,9 mm2,5 mmd11,5 mm1,2 mm2,5 mme18,0 mm application- application- specific specificz11,5 mm1,3 mm2,5 mm b1 Miniature one-track PharmacodeFor applications which have restricted space requirements ( small labels,narrow carton flaps, etc.)
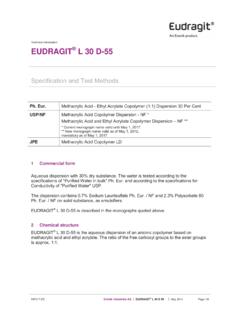
6 We recommend using the Miniature of thin code barb2 Width of thick code barc2 Gap between code bars of the main coded2 Gap between the main code and the supplementary codee2 Height of code barz2 Width of color bar = Width b2 MINIATUREONE-TRACKPHARMACODENormMinimumM aximuma20,35 mm0,3 mm0,45 mmb21,0 mm0,9 mm1,7 mmc20,65 mm0,55 mm1,65 mmd21,0 mm0,8 mm1,7 mme26,0 mmapplikations-applikations-spezifischsp ezifischz21,0 mm0,9 mm1,7 mm b2/a2 Two-track Pharmacodea3 Width of two-track code barc3 Gap between the code barse3 Height of upper code bare4 Height of lower code bare5 Height of long code bar 4 mm 2-track sensor 6 mm 2-track sensor headheade34 mm6 mme44 mm6 mme58 mm12 mmTWO-TRACKPHARMACODES tandardMinimumMaximuma31 mm0,8 mm2 mmb31 mm0,8 mm2 mm11 AIDSCODE Code General Object of code reading on packaging materialsCoding on packaging materials can be used to detect the mixing of variouspackaging materials of the same kind (collapsible boxes, leaflets, etc.)
7 Missing or bad print, in multiple or supplementary code printing, can alsobe is the means by which legal security requirements in the field ofpharmaceutical packaging can be guaranteed. It also helps to reduceinterruptions of the production AidsA unique code, specific only to the versions of the object in question, isapplied to labels, leaflets, the flaps of collapsible boxes, etc. This code isallocated in accordance with the "Code list", see section organization of the code allocation is recorded in the appropriate ObjectCode Allocation List, see section color comparison table, see section , is used to check whether anysupplementary code color is the various packaging machines code reading devices compare the codeon the packaging materials running past with a stored reference code andrecognize any discrepancies arising, for example, from mixing or from relating to particular application are dealt with in the ApplicationGuidelines (chapter 3).
8 Readers who are interested in the details will findfurther information in chapters 4 and following flow chart illustrates the code allocation procedure:OBJECT OFCODE READINGON PACKAGINGMATERIALS12 PROCEDURE INALLOCATING Procedure in allocating codesCode allocation for different packaging materialsDetermine how many different packaging materials are present or will berequired in the materials can be any of the following: collapsible boxes, cutleaflets, prefolded leaflets, leaflets on reels, brochures, adhesive labels,wet glue labels, tubes, sealing films, whether multicolor printing is available and use the colorcomparison table to check that the code color(s) can be read. If neces-sary change the colors or reset the color tolerances and make thecorresponding changes in the code allocation list. If possible only usecolors where important information would be lost if the color were the biggest possible code area and follow the guidelines insection to select code combinations and delete these from the codelist.
9 (The ADMINCODE program implements these tasks independently.)Establish the viewing direction on the packaging material and adhere to itin the future. (Do not produce side inverted code!)Check that all the required tolerances, including color tolerances, aremaintained during printing, cutting and packaging necessary take special measures and inspect the first print-outs of thenewly coded of code Sizing requirements for secondary and primarypackaging boxesWe recommend printing the selected code combination on both flaps ofcollapsible :Code combinations which may occur as a result of a defective printingblock must not reoccur on other collapsible boxes for the same size. Inother words, the main code combination and the combination produced bythe main and supplementary code must be deleted from the "Master codelist". This is automatically implemented by the ADMINCODE code area A=e6 (f + 2 * g1)BCenter lineThe code area should be printed centrally on the heightSelect a minimum of 7 flaps that are higher than 7 mm the code should be printed overthe whole height of the code lengthg1 Distanz from edgeThe gap of the first and last code bar from the edge of the collapsiblebox should be at least 6 mm.
10 If laser scanner are being used, werecommend that this gap is 7 REQUIRE-MENTS FORSECUNDARY ANDPRIMARY PACKAGINGMATERIALSCOLLAPSIBEL BOXES14 Important:With narrower carton flaps, the code combinations selected must box blank with staggered flapsCollapsible box blank with symmetrical LeafletsGeneral guidelines:a)With leaflets made of thin paper, the reverse side of the code area(including foreign print gap) must be free of print. Moreover,symmetrical codes must not be used as these can be read throughthe paper under certain circumstances, resulting in leaflets which areprinted on one side only not being recognized during double-sidedcode )A sufficiently large area must be left free on the leaflets for printingthe )If, for reasons of security, different codes are printed on the front andreverse, the stack of leaflets may not be turned over from front toreverse or vice versa. This does, however, allow a check of the twosides to be made (check that front and reverse are not printed withthe same text).