Transcription of PLC vs. Safety PLC – Fundamental and Significant …
1 PLC vs. Safety PLC Fundamental and Significant DifferencesWhite PaperPLC vs. Safety PLC Fundamental andSignificant DifferencesPLC vs. Safety PLC Fundamental and Significant DifferencesAllen-Bradley 6556 MicroLogix Clutch/BrakeAllen-Bradley 6556 MicroLogix Clutch/BrakeAllen-Bradley 6556 MicroLogix Clutch/BrakeAllen-Bradley 6556 MicroLogix Clutch/BrakeController for Mechanical Stamping PressesController for Mechanical Stamping PressesController for Mechanical Stamping PressesController for Mechanical Stamping PressesIntroductionIntroductionIntroduct ionIntroductionSafety systems have traditionally required hard wiring and the use of electro-mechanicalcomponents, as required by the National Fire Protection Association Electrical Standardfor Industrial Machinery (NFPA79).
2 Section states that a Category 0 stop shall onlyhave hard-wired electro-mechanical components and shall not depend on electroniccomponents (hardware or software) or the transmission of commands over acommunications network. Likewise, a Category 1 stop shall be accomplished by electro-mechanical means. Although this requirement is stipulated for emergency stop circuits,both redundant standard PLCs and Safety PLCs have begun replacing the other Safety -related hard-wired example, there are many applications where the Programmable Logic Controller(PLC ) has been used to control equipment, including the Safety -related parts of thecontrol system. Typically, standard PLC controllers used in Safety applications areconfigured in pairs.
3 The redundant controller is used to support a safe and orderlyshutdown in the event the primary controller fails. In addition to multiple controllers, Safety applications designed using standard PLCs utilize additional I/O inputs to monitorsafety system output signals, and more outputs to generate test pulses for the safetysystem s input modules. Also, applications designed around standard PLCs requirecustom software to monitor, control and diagnose the Safety system. To summarize,designing Safety systems around standard controllers requires additional engineeringtime, I/O hardware, and wiring to support the Safety portion of the application, inaddition to the hardware and software required to run the PLC-based packages are available that drastically reduceengineering effort and eliminate the controller certification phase byproviding complete software/hardware kits certified for use in presscontrol applications.
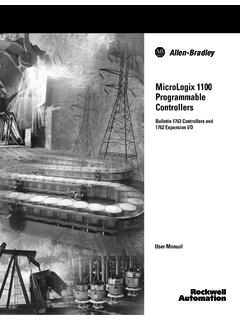
4 For example, Rockwell Automation s Clutch/Brakecontrol package based on redundant MicroLogix processors has beencertified by T V as "suitable as a control and monitoring system formechanical presses according to ANSI and EN 692-1996."Using two PLCs provides redundancy to improve the Safety integrity ofthe system. The inputs and outputs are cross-wired to provide self-monitoring and checking of the operation as the block diagram inFigure 1 concepts improve the Safety integrity of the system ascompared to the use of a single PLC. The dual, cross-wired PLCconfiguration has demonstrated that electronic components canprovide an acceptable integrity level for Safety 1 PLC vs. Safety PLC Fundamental and Significant DifferencesArchitectural ComparisonsArchitectural ComparisonsArchitectural ComparisonsArchitectural ComparisonsIn 1998, the first part of a seven-part international standard was published to define therequirements for programmable electronic systems used in the Safety related parts ofcontrols systems.
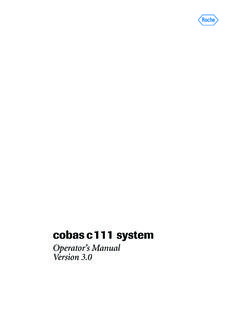
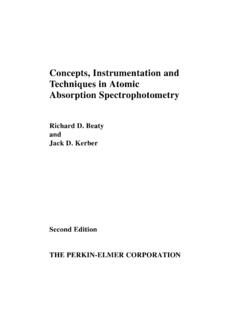
5 This standard is known as IEC 61508, "Functional Safety ofelectrical/electronic/programmable electronic Safety -related systems". This seven partstandard is driving the direction for future Safety PLC Design DifferencesBasic Design DifferencesBasic Design DifferencesBasic Design DifferencesThere are three Fundamental differences between a Safety PLC and a standard PLC interms of architecture, inputs, and 2 shows a block diagram comparison of the twoarchitectures. A PLC has one microprocessor which executes theprogram, a Flasuh area which stores the program, RAM for makingcalculations, ports for communications and I/O to detect and controlthe machine. In contrast, a Safety PLC has redundantmicroprocessors, Flash and RAM that are continuously monitored bya watchdog circuit and a synchronous detection 3 compares a PLC input to a Safety PLC input.
6 Standard PLCinputs provide no internal means for testing the functionality of theinput circuitry. By contrast, Safety PLCs have an internal output circuit associated with each input for the purpose of exercising theinput circuitry. Inputs are driven both high and low for very short cycles during runtime toverify their 2 Figure 3 Input Circuit ComparisonInput Circuit ComparisonInput Circuit ComparisonInput Circuit ComparisonPLC vs. Safety PLC Fundamental and Significant DifferencesOutput Circuit ComparisonOutput Circuit ComparisonOutput Circuit ComparisonOutput Circuit ComparisonOutputsOutputsOutputsOutputsFi gure 4 compares the digital output circuitry of a PLC to asafety PLC. The PLC has one output switching device,whereas a Safety PLC digital output logic circuit contains atest point after each of two Safety switches located behindthe output driver and a third test point downstream of theoutput driver.
7 Each of the two Safety switches is controlledby a unique microprocessor. If a failure is detected ateither of the two Safety switches due to switch ormicroprocessor failure, or at the test point downstreamfrom the output driver, the operating system of a safetyPLC will automatically acknowledge system failure. At thattime, a Safety PLC will default to a known state on its own,facilitating an orderly equipment Safety validation bodies are driving the designparameters behind Safety controllers. T V from Germany,Factory Mutual (FM) from the United States, and Healthand Safety Executive (HSE) from the United Kingdom eachtest for adherence to the stringent standards Safety PLCsmust meet. For example, T V typically tests productsagainst IEC 61508, a standard that defines Safety IntegrityLevels (SILs) 1 through 4.
8 Safety PLCs are suited forapplications at SIL 2 and SIL 3 where they can be certified for use in most commonsafety applications. SIL 4 addresses applications beyond standard industrial Safety ; itdefines controller requirements for nuclear reactors, flight system (fly-by-wire) control, orany number of applications whose failure would be and European standards finding their way into OSHA and ANSI standards inthe United States are IEC 61508 and EN 954-1. IEC 61508 provides an exacting definitionfor functional Safety in programmable electronic systems. EN 954-1 outlines therequirements for the Safety -critical parts of control systems in standards for robotic devices are provided by requirements for mechanical stamping presses and other machines are defined inthe ANSI-B11 series of there are some differences between the standards supported by each of theprimary validation bodies, each takes a total system approach.
9 Specifications for entiresafety control systems take software, hardware, and operating systems intoconsideration. Some of these standards take the additional step of providing guidelinesfor specific 4 PLC vs. Safety PLC Fundamental and Significant DifferencesWhen to Utilize Safety When to Utilize Safety When to Utilize Safety When to Utilize Safety PLCsPLCsPLCsPLCsThe redundancy and self-checking features of Safety PLCs come with a price tag. SafetyPLCs cost approximately 25% to 30% more than their standard PLC , they do provide a Significant savings when compared to the total cost of dualcross-wired PLCs. Likewise, this cost differential, when compared with Safety relay-based systems, is offset by reduced wiring costs and panel space as well as should be aware that specific control architectures based on standard PLCshave been certified by Safety governing bodies for use in specific applications.
10 In specificinstances, it may prove more cost effective to use the certified package versus taking anew control architecture through the certification process. Also, end users need toevaluate the additional training, stocking and maintenance costs incurred byimplementing a new system as opposed to the cost of creating a Safety system using thestandard hardware and software with which they are article highlights some of the Fundamental differences between PLCs and safetyPLCs. Other differences which aren t elaborated upon in this article include the use ofpower supplies designed specifically for use in Safety control systems and redundantbackplane circuitry between the controller and I/O Safety PLCs, standard PLCs and Safety relays all have their niche, final selection ofthe appropriate control system will be determined by a variety of factors.