Transcription of Problem- Common Stamping Problems Solving
1 Global leader in providing fabrication and Stamping solutionsDayton Progress Corporation 500 Progress Road Box 39 Dayton, OH 45449-0039 USAD ayton Progress Detroit 34488 Doreka Dr. Fraser, MI 48026 Dayton Progress Portland 1314 Meridian St. Portland, IN 47371 USA Dayton Progress Canada, Ltd. 861 Rowntree Dairy Road Woodbridge, Ontario L4L 5W3 Dayton Progress Mexico, S. de de Access II Number 5, Warehouse 9 Benito Juarez Industrial Park Quer taro, Qro. Mexico 76130 Dayton Progress, Ltd. G1 Holly Farm Business Park Honiley, Kenilworth Warwickshire CV8 1NP UKDayton Progress Corporation of Japan 2-7-35 Hashimotodai, Midori-Ku Sagamihara-Shi, Kanagawa-Ken 252-0132 JapanDayton Progress GmbH Adenauerallee 2 61440 Oberursel/TS, GermanyDayton Progress Perfuradores Lda Zona Industrial de Casal da Areia Lote 17 C s, 2460-392 Alcoba a, PortugalDayton Progress SAS 105 Avenue de l Epinette BP 128 Zone Industrielle 77107 Meaux Cedex, FranceDayton Progress Czech sro Hala G Pra sk 707 CZ-294 71 Ben tky nad Jizerou Czech Stamping ProblemsManufacturers know that punching can be the most cost-effective process for making holes in strip or sheet metal.
2 However, as the part material increases in hardness to accommodate longer or more demanding runs, greater force is placed on the punch and the die button, resulting in sudden shock, excessive wear, high compressive loading, and fatigue-related results of some of these Problems are shown in the photos on this Chipping & Point BreakageChips and breaks can be caused by press deflection, improper punch materials, excessive stripping force, and inadequate heat treatment. Slug JammingSlug jamming is often the result of improper die design, worn-out die parts, or obstruction in the slug relief hole. Slug Pulling Slug pulling occurs when the slug sticks to the punch face upon withdrawal and comes out of the lower die button. Punch Wear and/or Galling Die performance and longevity can be improved through the use of regular maintenance, as well as the use of lubricants and leading edge punch Head Breakage Punch deflection leads to punch head breakage.
3 Cutting shear, press tonnage, the type of backing plate, alignment, and the types of punches and retainers all require careful consideration when designing a punch. This booklet deals with several Common punching Problems ; presents somelikely causes; and, offerssolutions to these Problems including Dayton Stamping SolutionsProblem-SolvingGuideForm 992 10/12 Global leader in providing fabrication and Stamping solutionsDayton Progress Corporation 500 Progress Road Box 39 Dayton, OH 45449-0039 USAD ayton Progress Detroit 34488 Doreka Dr. Fraser, MI 48026 Dayton Progress Portland 1314 Meridian St. Portland, IN 47371 USA Dayton Progress Canada, Ltd. 861 Rowntree Dairy Road Woodbridge, Ontario L4L 5W3 Dayton Progress Mexico, S. de de Access II Number 5, Warehouse 9 Benito Juarez Industrial Park Quer taro, Qro. Mexico 76130 Dayton Progress, Ltd. G1 Holly Farm Business Park Honiley, Kenilworth Warwickshire CV8 1NP UKDayton Progress Corporation of Japan 2-7-35 Hashimotodai, Midori-Ku Sagamihara-Shi, Kanagawa-Ken 252-0132 JapanDayton Progress GmbH Adenauerallee 2 61440 Oberursel/TS, GermanyDayton Progress Perfuradores Lda Zona Industrial de Casal da Areia Lote 17 C s, 2460-392 Alcoba a, PortugalDayton Progress SAS 105 Avenue de l Epinette BP 128 Zone Industrielle 77107 Meaux Cedex, FranceDayton Progress Czech sro Hala G Pra sk 707 CZ-294 71 Ben tky nad Jizerou Czech Stamping ProblemsManufacturers know that punching can be the most cost-effective process for making holes in strip or sheet metal.
4 However, as the part material increases in hardness to accommodate longer or more demanding runs, greater force is placed on the punch and the die button, resulting in sudden shock, excessive wear, high compressive loading, and fatigue-related results of some of these Problems are shown in the photos on this Chipping & Point BreakageChips and breaks can be caused by press deflection, improper punch materials, excessive stripping force, and inadequate heat treatment. Slug JammingSlug jamming is often the result of improper die design, worn-out die parts, or obstruction in the slug relief hole. Slug Pulling Slug pulling occurs when the slug sticks to the punch face upon withdrawal and comes out of the lower die button. Punch Wear and/or Galling Die performance and longevity can be improved through the use of regular maintenance, as well as the use of lubricants and leading edge punch Head Breakage Punch deflection leads to punch head breakage.
5 Cutting shear, press tonnage, the type of backing plate, alignment, and the types of punches and retainers all require careful consideration when designing a punch. This booklet deals with several Common punching Problems ; presents somelikely causes; and, offerssolutions to these Problems including Dayton Stamping SolutionsProblem-SolvingGuideForm 992 10/12 troubleshooting Guide to Extending Punch Life, Improving Performance, & Reducing DowntimeSolutions for punch wear, breakage, and other Problems come from both time-tested techniques ( , adding a larger-than-normal radius under the head) as well as consideration for a wide range of leading-edge engineering solutions ( , head alterations) and specialty coatings designed to maximize the life of the punch. This troubleshooting guide can help you determine the cause for your broken, chipped, or worn punches. It can also help you select the best solution including Dayton products and services.
6 Problem: Punch Chipping & Point BreakageCauseSolutionDayton Products & ServicesHigh impact or compressive failureChange punch materials Consider Dayton Versatile M2 & PS4, Ball Lock PS4, or TuffPunch PS4 Change to a larger body diameter punchChange from a Jektole to solid punchUse guide bushingsConsider Dayton Versatile product lineMisalignment resulting in lateral forcesCheck for worn guide pins & bushings replace, if necessaryCheck for loose gibs in the ram of the pressCheck overall die alignmentPart material movementUse gas or spring-guided stripperConsider Dayton MaxLife Die SpringsUse a retainer or punch-mounted stripperConsider Dayton DAYS trip or SMARTS trip Urethane StrippersPoor material controlReview die, press, & feeder setup Excessive stripping forceIncrease punch-to-die button clearanceRef. The Engineered Clearance & Dayton clearance testing serviceReduce punch-to-die entryConsider coatings to add lubricityRef.
7 Dayton coatings brochureBack taper on punch point B Polish punch pointConsider Dayton Versa/plus productsPunch point hardness too lowVerify hardness is minimum of 60 RCRequest technical assistance from Dayton to insure proper RC hardnessPunch point B too longReduce point length B, if possibleContact Dayton Regional ManagerImproper punch material selectedChange punch materialConsider Dayton Versatile M2 & PS4, Ball Lock PS4, or TuffPunch PS4 use technical assistance request formSharpening damageUse flood coolant and proper sharpening techniquesUse correct speed & feed for grinding wheel correct grinding wheel for steel typeRegrind burrRemove regrind burr--break sharp corners on punch faceTight die clearanceIncrease clearanceRef. The Engineered Clearance & Dayton clearance testing serviceChange punch materialConsider Dayton Versatile PS or PS4, Ball Lock PS4, TuffPunch PS4, or Versa/plus punchCoatings/surface treatmentsRef.
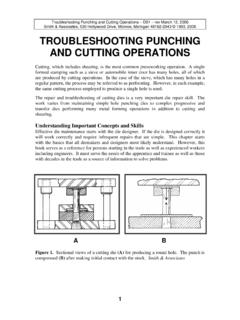
8 Dayton coatings brochureUse guided stripperSharp corners on shaped punchesIncrease clearance in the corners of die buttonConsider Dayton L or K punchFlat punch faceUse shear anglesConsider Dayton XS20 or XS21 on round & shaped punchesEngineered edge breakImproper heat treatmentCheck catalog RC specificationUse technical assistance request form for metallurgical heat treat checkTriple tempered for high-speed tool steelsDayton s in-house heat treatment monitored by staff metallurgistCryogenicsDayton s in-house heat treatment monitored by staff metallurgistPunch RC wrong for applicationLower RC hardnessContact Dayton Regional ManagerImproper punch staggerStagger should be less than the burnish length of the part materialContact Dayton Regional ManagerCut-off operation & large point punches first to enterImproper finish on punch point and/or punch faceInsure there are no harsh grinding or turn marks on the punch point and/or punch faceContact Dayton Regional ManagerGrinding burn on punch pointPurchase punches from ISO certified sourcePart material above 85,000 PSIC hange punch materialConsider Dayton Versatile PS4, Ball Lock PS4, TuffPunch PS4, or EVERLast technologyDayton Tuff Punch Puncheseliminate the lateral shockthat would otherwise put stresson the outer edge of the drawing below provides a quick reference to the various parts of a punch die set, , the punch and the die button (the receptor).
9 HeadFilletShankRadiusBlendPointFaceJekto le pinSlugLandReliefPunchDie ButtonThis publication is part of a series of free technical self-study and classroom courses designed to improve your knowledge of the metal Stamping process. Other types of Dayton technical assistance include person-to-person consulting, online and printed catalogs, CAD-compatible design software, and other materials and : Slug JammingCauseSolutionDayton Products & ServicesTight die clearanceIncrease die clearanceRef. The Engineered Clearance & Dayton clearance testing serviceExcessive land lengthReduce land to 1-4 times stock thicknessConsider Dayton XB alterationChange relief from counter bore to taperConsider Dayton Versatile & Kommercial Die ButtonsTaper in the land of the die buttonVerify there is no reverse taper in the land of the die buttonInadequate taper relief in die buttonIncrease per side taperConsider Dayton XAR alterationWorn die buttonSharpen, replace, and/or change die button materialConsider Dayton M2 or Versatile PSWorn or chipped punchSharpen or replace punchRough land in die buttonUse die buttons with smooth wire cut.
10 Or ground landSlug tippingUse shear angle on punch and/or check punch-to-die alignmentConsider Dayton XS20 or XS21 on round or shaped punchesCheck lubrication consider lubricating both sides of part materialUse a Jektole punch with a side vent holeConsider Dayton patented Jektole punchObstruction in slug relief holeExamine slug pathConsider increasing the size of the relief hole in lower plateContact Dayton Regional ManagerProblem: Slug PullingCauseSolutionDayton Products & ServicesBellmouth wear in die buttonIncrease die clearanceRef. The Engineered Clearance & Dayton clearance testing serviceCheck alignmentChange die button materialConsider Dayton M2 or Versatile PSPunch entry too deepUse slug control systemConsider Dayton XSC slug controlReduce punch entryContact Dayton Regional ManagerPunch entry not deep enoughIncrease punch entryContact Dayton Regional ManagerExcessive die clearanceReduce die clearanceRef.