Transcription of Pump Material Selection Guide: NaOH Sodium …
1 Vanton Pump & Equipment Sweetland Avenue Hillside, NJ 07205 USAT elephone: 908-688-4216 Fax: 908-686-9314 E-Mail: Pumps (Europe) LtdUnit 4, Royle ParkRoyle StreetCongleton, Cheshire, UK CW12 1 JJTelephone: 01260 277040 Fax: 01260 280605 ARTICLE SERIESV anton Pump & Equipment Sweetland Avenue Hillside, NJ 07205 USAT elephone: 908-688-4216 Fax: 908-686-9314 E-Mail: Pumps (Europe) LtdUnit 4, Royle ParkRoyle StreetCongleton, Cheshire, UK CW12 1 JJTelephone: 01260 277040 Fax: 01260 280605 PUMP TYPE(S):INDUSTRY:ENTITY:SOLUTION(S) PUMPED:ARTICLE #Pump Material SelectionGuide: NaOH SodiumHydroxide/NaOCl SodiumHypochloriteTL-161 Chemical, Metal Finishing, Wastewater IndustrialVariousCaustic soda, Chlorine, Hydrochloric acid, HydrogenCHEM-GARD Horizontal Centrifugal Pump, FLEX-I-LINERS ealless Self-Priming Peristaltic Pumps, Nonmetallic TankPump Systems, SUMP-GARD Thermoplastic Vertical PumpFigure 1.
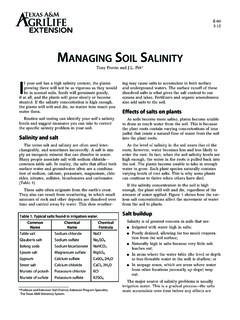
2 Overview of compactodour-scrubbing installation showing thesix Vanton ANSI end-suctionpolypropylene pumps handling acid andalkaline solutions over the pH rangefrom 3 to 12 at 650 gpm against a 38' 2. Two Vanton polypropylene sumppumps handling caustic soda and 3. This compact packed towerscrubbing system relies on two verydifferent thermoplastic pumps: aflexible liner peristaltic type rotarypump to meter 50% NaOH on demand to thevertical in-tank circulating pump, whichprovides a continuous flow of 5% NaOHscrubbing fluid to the Material SelectionGuide: NaOH SodiumHydroxide/NaOCl SodiumHypochloriteReprinted from World PumpsGuide to the Selection of materials for pumpingNaOH and NaOClThis third article in an on-going series on the Selection of materials forpumping corrosive, abrasive and hazardous chemicals considers thechallenges presented by the caustic alkali Sodium hydroxide and itsclose relative Sodium hypochlorite.
3 George Black looks at the problemsand some practical hydroxide and Sodium hypochloriteSodium hydroxide (NaOH) is a corrosive alkali, commonly called causticsoda or soda ash. It must be handled with care because it destroysorganic tissue and requires protection of the skin and eyes. It is derivedby electrolysis of Sodium chloride, or by treating a solution of soda ashwith a solution of lime. It is widely used in the manufacture of otherchemicals, in the manufacture of detergents, pulp and paper, soap andtextiles, for regeneration of spent process solutions and forneutralization of acidic sister chemical, Sodium hypochlorite (NaOCl), is a salt generallyderived from electrolysis of a cold dilute solution of seawater. It isunstable in air unless mixed with Sodium hydroxide. NaOCl is usuallystored in what is known as Labarraque's solution, and is readilyrecognized by its disagreeable, sweetish odour and pale green is widely used for the bleaching of paper, pulp and textiles, for waterpurification, for medicines and in conjunction with Sodium hydroxide fortreating and neutralizing wastewater.
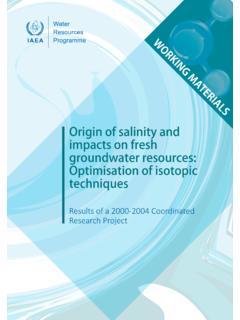
4 Although both of these chemicalsarea readily handled by polypropylene, temperature variations andwear-related service conditions often suggest the use of vinyls andfluoropolymers for pump systems minimize obnoxious odoursThe process design engineers at CH2M Hill were charged with theresponsibility of providing this Miami, FL, facility with a multi-stage airscrubbing system that would achieve H S and odour removal. Inaddition, it would have to assure H S discharge less than ppm. Inconjunction with this mandate, the new system was to be designed to cutmaintenance and conform to the latest projected environmental regulationsfor plant Selection and Material specification were critical to dependableoperation of the scrubbing towers and related equipment because in allFigure 4. Close-up of one of the twosealless thermoplasticmagnetically-driven centrifugal pumpsautomatically delivering the requiredvolume of 25% NaOH on 5.
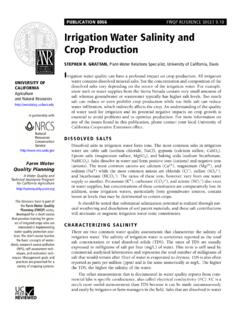
5 Polypropylene plastic tank andpump station with pneumatically-operatedplastic valves, used in processingchlorine of the system, both chlorine and caustic additions were required. Thechlorine feed was provided by Sodium hypochlorite and the systemincorporated the flexibility to adjust and control the 50% truck concentrationdown to 25% as six recirculation scrubber pumps (Figure 1) were specified as ANSI horizontal centrifugals suitable for delivering 650 gpm against a 38' TDHover a temperature range from 55-110 F. To ensure that no metalwould be in contact with the corrosive NaOH, NaOCl and H S fluids requiredto handle the broad range of pH values from 3 to 12, all fluid contactpump components were to be furnished in homogeneous, chemicallyinert polypropylene or one of the fluoropolymers. The stainless steelshafts were to be isolated from the fluid by a thick sleeve of Kynar , thePVDF fluoropolymer, and the mechanical seal was to be reversemounted so that the metal component would be out of the fluid pumps are driven by 25 HP, 1800 rpm, TEFC additional ANSI PP horizontal centrifugal pump with the PVDF shaftsleeve was specified to recycle the NaOH caustic.
6 This 4x3x10 pumpwas required to deliver 500 gpm against a 16' TDH. It is driven by a 15HP, 1750 rpm, TEFC motor. The same requirement for no metal in fluidcontact set for the other centrifugals applies to this pumps required to transfer the 50% NaOH caustic soda and chlorine solutions from their 1500 gallon fibreglass (FRP) storagetanks are vertical centrifugal units designed to deliver 200 gpm against a13' TDH at a temperature range from 50-90 F (Figure 2). These pumpsare driven by 5 HP, 1800 rpm, TEFC motors. The basic pumps haveall-wetted components in the pump head furnished in PP and the shaftsleeve in PVDF, but the vertical pump columns are also specified inPVDF. The wetted bearings are nonmetallic, consisting of Vanite installation of the new scrubber system, the facility has been reduction in sulphide levels and reduction in odour measuredby inlet and outlet H S and odour values (ED50).
7 Packed tower scrubber neutralizes sulphuric acidField reports on the use of sophisticated Gaylord Foundry scrubbers inconjunction with resin bonded core mould operations indicatedunusually high maintenance problems traced to pump failure under thesevere corrosive and abrasive nature of the caustic and acidic fluidsthey had to handle. Not only did the wetted parts of the pumps have tobe inert to varying concentrations of the sulphuric acid and the sodiumhydroxide needed for neutralization, but they had to withstand impactand abrasion from sand particles as a typical operation, the SO gas coming from the core machine flowsupwards through a deep bed of polypropylene rings continuously wetted by a5% by weight NaOH solution supplied from a fibreglass tank. In the originaldesign, an externally-mounted centrifugal plastic pump was used for thecontinuous circulation.
8 Repeated failure of the seals, and the messy cleanuprequired, led to a design change. When an in-tank polypropylene sump pumpwith an integral pump/motor shaft was designed into the system, the seal andcleanup problems were 's how the revised Gaylord Foundry Equipment scrubbing systemworks. Two very different nonmetallic pumps are used to assuredependable delivery of the neutralizing caustic. Controlled feeding of50% NaOH is provided by a flexible liner peristaltic type rotary pump,instrumented to respond on demand from the pH probe in the two components of this sealless pump in contact with the fluid arethe Teflon pump body and the Hypalon flexible liner. Continuouscirculation of the caustic solution in the tank is maintained by thepolypropylene sump pump, which has no seals or sleeve bearings incontact with the fluid (Figure 3).
9 Automatic regeneration of the neutralizing solution so that the pH staysat is maintained in this manner. A portion of the spent solution isdischarged, energizing the caustic transfer pump to meter a controlledquantity of NaOH. Make-up water is then added to maintain the sumpat its preset level. A similar Gaylord scrubber design for the foundryindustry uses a sulphuric acid-based scrubbing solution. Since thepump materials are inert to both the acid and caustic, the same pumpsprovide satisfactory problems solved with CPVC/PVDF pumpThe Burbank Drum & Barrel Company of Glena Park, TX, reconditionshalf-a-million 55-gallon steel drums per year. The process involvesimmersing the drums in a stripping solution of Sodium hydroxide,steam flushing them with the same solution, and power rinsing themwith 20% sulphuric acid. In addition to the required resistance to thechemicals, the pumps at the reconditioning station faced a number ofwear factors that resulted in costly downtime for factors included: chemical heat generated by the addition ofacid and water makeup, frequent start/stop operation, and abrasionfrom oxide and scale.
10 Here's how the problems were solved. Theexisting pump was replaced with a vertical centrifugal design that hadthe high wear components, the casing and impeller, made ofprecision-moulded polyvinylidene fluoride (PVDF, Kynar). The columnand its welded vertical support gussets were provided in chlorinatedpolyvinyl chloride (CPVC).This combination of cantilever design and high tensile strengthengineered thermoplastics with superior abrasion resistance whereneeded did the trick. Pump downtime for repair has been of converting from hydrated lime toliquid causticEver since the Harpeth Valley water Treatment facility in West Nashville,TN, switched their manual granular hydrated lime neutralizing system toan automated system based on the use of 25% Sodium hydroxide,production has been up and costs have gone down. A critical factor inthe success of the new system is the Selection of magnetically driven,sealless ANSI centrifugal pumps with no metal in contact with thecorrosive fluid (Figure 4).