Transcription of Structural Design - NASA
1 The Space Shuttle a mostly reusable, human-rated launch vehicle,spacecraft, space habitat, laboratory, re-entry vehicle, andaircraft was an unprecedented Structural engineering challenge. The Design had to meet several demands, which resulted in innovativesolutions. The vehicle needed to be highly reliable for environmentsthat could not be simulated on Earth or fully modeled analytically for combined mechanical and thermal loads. It had to accommodatepayloads that were not defined or characterized. It needed to be weightefficient by employing a greater use of advanced composite materials,and it had to rely on fracture mechanics for Design with acceptable life requirements. It also had to be certified to meet strength and liferequirements by innovative methods. During the Space ShuttleProgram, many such Structural Design innovations were developed and extended to vehicle processing from flight to InnovationsStructural Design Introduction Gail ChaplineOrbiter Structural Design Thomas MoserGlenn MillerShuttle Wing Loads Testing and Modification Led to Greater CapacityTom ModlinInnovative Concept for Jackscrews Prevented Catastrophic FailuresJohn FraleyRichard RingCharles StevensonIvan VelezOrbiter Structure QualificationThomas MoserGlenn MillerSpace Shuttle Pogo NASA Eliminates Bad Vibrations Tom ModlinPressure Vessel ExperienceScott ForthGlenn EcordWillard CastnerNozzle Flexible Bearing Steering the Reusable Solid Rocket Motor Coy JordanFracture Control Technology Innovations From the Space Shuttle Program to Worldwide UseJoachim BeekRoyce FormanGlenn EcordWillard Castner Gwyn FaileSpace Shuttle Main Engine Fracture Control Gregory SwansonKatherine Van HooserOrbiter StructuralDesignNASA faced several challenges in the Structural Design of the challenges were
2 Greater than those of any previous aircraft,launch vehicle, or spacecraft, and theOrbiter was all three. Yet, the spaceagency proceeded with tenacity andconfidence, and ultimately reached itsgoals. In fact, 30 years of successfulshuttle flights validated the agency sunique and innovative approaches,processes, and decisions regardingcharacteristics of few of the more significantchallenges NASA faced in Orbiterstructural Design included the evolutionof Design loads. The Orbiter structurewas designed to an early set of loadsand conditions and certified to a laterset. The shuttle achieved first-flightreadiness through a series of localizedstructural modifications and operationalflight constraints. During the earlydesign phase, computer analyses usingcomplex calculations like finite-elementmodels and techniques for combinedthermal and mechanical loads were notpossible. Later advances in analyticalmethods, coupled with test data,allowed significant reductions in bothscope and cost of Orbiter structuralcertification.
3 The space agency had toface other challenges. Structuralefficiency had to be compromised to assure versatile payload attachmentand payload bay door operations. Skin buckling had to be avoided toassure compatibility with thelow-strength Thermal ProtectionSystem tiles. Composite materialsbeyond the state of the art were crew compartment had to be placed into the airframe such that thepressurized volume would effectively float. And it was impractical to test the full airframe under combinedmechanical and thermal of analytical Design loadsand conditions were proven acceptablewith flight data with one exception: the ascent wing loads were greater than predicted because of the effect the rocket exhaust plume had on theaerodynamic pressure distribution. As a result, early flights were flownwithin limited flight regimes to assurethat the Structural capability of thewings was not exceeded. The wingswere later strengthened with minorchanges in the Design and weight. Engineering Innovations271 Shuttle Wing Loads Testing and Modification Led to Greater CapacityOrbiter wing loads demonstrated the importance of anchoring the prediction orgrounding the analysis with flight data in assuring a successful flight.
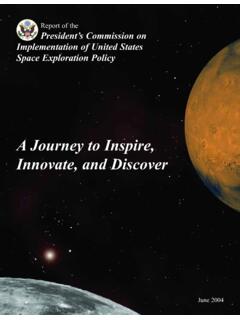
4 The right wing of Columbia was instrumented with strain gauges for the test flights and wasload-calibrated to verify the in-flight air load distribution. The wing was alsoinstrumented with pressure gauges; however, the number was limited due toon-board recorder space limitations. This resulted in the need to obtain additionalpressure data. Space Transportation System (STS)-1 (1981) data indicated higher shear in the aft spar web than was predicted. NASA conducted analyses to determine the location andmagnitude of forces causing this condition. The results indicated an additional loadalong the outboard wing leading edge (elevon hinge line). Data obtained on STS-2(1981) through STS-4 (1982) substantiated these results. This caused concern for theoperational wing limits that were to be imposed after the flight test period. The additional load caused higher bending and torsion on the wing structure,exceeding Design limits. The flight limits, in terms of angle of attack and sideslip,would have to be restricted with an attendant reduction in performance.
5 The recovery plan resulted in modification to the wing leading edge fittings. The majorimpact was to the structure between the upper and lower wing skins, which weregraphite-epoxy. These required angle stiffeners on each flat to increase the bucklingstress. The weight of the modifications resulted in a loss of performance. The resultingflight envelope was slightly larger than the original when accounting for the negativeangle-of-attack region of the flight Access and StructuralAttachments Mid-Fuselageand Payload Bay DoorsNASA designed the mid-fuselage of the Orbiter to be flexible so as toaccommodate the closing of payloadbay doors in space. The Design also hadto accommodate a wide range ofpayload sizes, weights, and payload bay doors were an integralpart of the fuselage structure. Theclassical Structural Design would havethe doors provide strength when thefuselage encountered loads frombending, twisting, shear, internalpressure, and thermal gradients. Thedoors also had to open in space toprovide access to the payload andenable the radiators to radiate heat tospace.
6 Equally important, the doors hadto close prior to re-entry into Earth satmosphere to provide aerodynamicshape and thermal protection. To balance the functional and strengthrequirements, engineers designed thedoors to be flexible. The flexibility and zipper-like closing ensured that the doors would close in orbit even ifdistorted thermally or by changes in the gravity environment (from Earthgravity to microgravity). If the latchesdid not fully engage, the doors could not be relied on to provide strengthduring re-entry for fuselage bending , torsion , and aerodynamic , the classical Design approach for ascent was not possible for bulkheads at each end of thepayload section and the longerons oneach side required additional reduce weight and thermal distortion,engineers designed the doors usinggraphite epoxy. This was the largestcomposite structure on any aircraft orspacecraft at the mid-fuselage had to accommodatethe quantity, size, weight, location,stiffness, and limitations of known andunknown payloads.
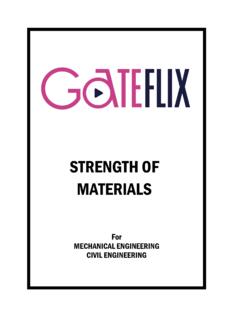
7 An innovativedesign approach needed to provide astatically determinant attachment systembetween the payloads and would decouple the bending ,twisting, and shear loads between thetwo structures, thus enabling engineersto Design both without knowing thestiffness characteristic of to Minimize Local DeflectionsThe Orbiter skin was covered with morethan 30,000 silica tiles to withstand theheat of re-entry. These tiles had alimited capacity to accommodatestructural deflections from thermalgradients. The European supersonicConcorde passenger aircraft (first flownin1969 and in service from1976 to2003) and the SR-71US military272 Engineering InnovationsTypical Payload Attachment SchemeSets of moveable attachment fittings on the longerons and frames accommodatedmultiple payloads. The Monte Carlo analyses of the full spectrum of payload quantities,sizes, mass properties, and locations determined the mid-fuselage Design loads. These Design loads were enveloped based on a combination of 10 million load the Design of the mid-fuselage and payloads enabled a timely Design of both.
8 LatchGear MotorSill LongeronMain FrameStabilizer FittingZ LoadsPrimary FittingsX and Z LoadsKeel FittingY LoadsBridge FittingBridge Pin3 PayloadPayload Bay DoorsPrimary Fittingaircraft encountered significant thermalgradients during flight. The designapproach in each was to reduce stressesinduced by the thermal gradients byenabling expansion of selected regionsof the structure; , corrugated wing skins for the SR-71and slots in the Concorde fuselage. Afterconsulting with the designers of bothaircraft, NASA concluded that theOrbiter Design should account forthermally induced stresses but resistlarge expansions and associated skinbuckling. This brute-force approachprotected the attached silica tile as well as simplified the Design andmanufacture of the Orbiter developed these Design criteria so that if the thermal stressesreduced the mechanical stresses, thereductions would not be considered inthe combined stress calculations. To determine the thermally inducedstresses, NASA establisheddeterministic temperatures for eightinitial temperature conditions on theOrbiter at the time of re-entryas well as at several times during generated 120 thermal math models for specific regions of the Orbiter.
9 Temperatures wereextrapolated and interpolated to nodeswithin these thermal math of Unique Advanced MaterialsEven though the Orbiter was a uniqueaircraft and spacecraft, NASA selected aconventional aircraft skin/stringer/framedesign approach. The space agency also used conventional aircraft material( , aluminum) for the primarystructure, with exceptions in selectedregions where the use of advancedstate-of-the-art composites increasedefficiency due to their lower density,minimum thermal expansion, or highermodulus of exceptions to the highly reliable conventional structures werethe graphite-epoxy OrbitalManeuvering System skins, whichwere part of a honeycomb sandwichstructure. These graphite honeycombstructures had a vented core to relieve pressure differentials across the face sheets during flight. They also required a humidity-controlledenvironment while on the ground to prevent moisture buildup in the core. Such a buildup could become asource of steam during the highertemperature regimes of flight.
10 Finally,during the weight-savings programinstituted on Discovery, Atlantis, andEndeavour, engineers replaced thealuminum spar webs in the wing with a graphite/epoxy doors, located on the bottom ofthe Orbiter, were made out of doors closed over the ExternalTank umbilical cavity once the vehicleEngineering Innovations273 Orbiter Thermal Stress Analysis Modeling PlatePlate Upper Aluminum SkinLower Aluminum SkinRib CapStructural Element withConsiderably Fewer NodesLocalized Thermal Math ModelCourse Grid ElementComputer-derived Modelwas on orbit. These (50-in.) square doors maintainedthe out-of-plane deflection to less than20 mm ( in.) to avoid contact withadjacent tiles. They also had the abilityto withstand a 260 C (500 F)environment generated by ascentheating. The beryllium materialallowed the doors to be relativelylightweight and very stiff, and toperform well at elevated superior thermal performanceallowed the door, which measured mm (1in.) in thickness, to flywithout internal insulation duringlaunch.