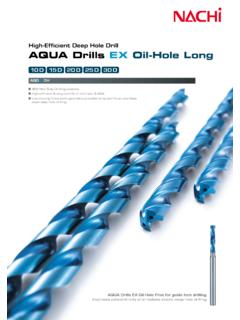
Transcription of The next generation solid carbide drill AQUA Drill EX Series
1 The next generation solid carbide drillAQUA Drill EX Series aqua Drill EX Series AQDEXAQDEXRAQDEXOH3 DAQDEXOH5 DAQDEXOH8 DAQDEXOH3F3 DAQDEXOH3F5D0,50,51,51,51,01,02,02,02,52 ,5 aqua Drill EX40003000200010000 aqua Drill EX 2014 Nachi Europe GmbH | Errors and Alterations exceptedHigh speed drillingAQUA EX CoatingSecondsSecondsHigh Stable DrillingCompetitorComparisonAnti-adhesio n layerTiAlCrX Anti-oxidant layerTiAlX Wear resistant layerHigh strength carbide materialRealize stable, high efficiency drilling in wide area, from medium and low speed up to high speed High-speed & high-efficiency drilling Applicable to wide range of material High performance, even on small machineDry drillingWet drillingOil holethrustthrusttorquetorque3500 holes2000 holes chippingCompetitorAQUA Drill EX Series aqua Drill EX SeriesCutting ConditionTool:L9602 AQDEXR :120 m/ mm/rev.
2 (1,200 mm/min)Cutting depth:32 mmWork material:C50 Cutting fluid:Water solubleholestool life x blueDeep PocketSmooth flute2 AQDEXAQDEXRAQDEXOH3 DAQDEXOH5 DAQDEXOH8 DAQDEXOH3F3 DAQDEXOH3F5D0010002000300040005000600070 0050100150200250300( m) aqua Drill EXAQUA Drill EXAQUA Drill EX024487296120100200300400500( m)(m)L9606 8,0 aqua Drill EX OH 5D 2014 Nachi Europe GmbH | Errors and Alterations exceptedCutting ConditionTool:L9602 AQDEXR :100 m/ mm/rev. (960 mm/min)Cutting depth:21 mmWork material:C50 Cutting fluid:Water solubleLong Tool Life Example No. 1 Low Cutting ForceDurability comparison (after 3653 holes)Tool life comparisonGood chip shape created by aqua Drill EXthinningfrankcornerAvg. 6440 holesAvg.
3 3545 holesST37-2 (SS400)Mold Steel (SKD11)C5042 CrMo4 (SCM440)Pre-Hardened (NAK55) (SUS420J2)CompetitorCompetitortool life x Tool Life Example No. 2 Oil hole drillSmall wearWear comparison (after 625 hole)Delicate cutTough heartCutting ConditionTool:L9608 Oli Hole 8D depth:64 mm Blind holeSpeed:80 m/minWork material:C50 (180 HB)Feed:640 mm/minCutting fluid:Water soluble (Internal CoolantCutting ConditionTool:L9608 depth:40 mmSpeed:80 m/minWork :640 mm/minCutting fluid:Water solubleCrater wearMargin wearAQUA Drill EXOil hole DrillCompetitorOil hole DrillComparison of wear on Stainless Steel (SUS304)CompetitorCutting depthwearCompetitor BCompetitor CFlowing curve3 aqua Drill EX50m/min1% D2% D3% D4% D5% D75100125150 aqua Drill EX 2014 Nachi Europe GmbH | Errors and Alterations exceptedEfficiency curveFeed per revolution (diameter %))
4 Cutting speedC50 Wet drillingStructural SteelsCarbon SteelsPre-Hardened SteelsAlloy SteelsHardened SteelsMold SteelsHardened SteelsStainless SteelsTitanium AlloysNickel AlloysCast IronList FluidSS400S45CS50 CSCRNAK25 ~ 40 HRC40 ~ 50 HRC50 ~ 65 HRCSUS304 SUS316 SUS420 FCDFCL9600 aqua Drill EX StubWet & Dry1 m2mmL9602 aqua Drill EX Regular m2mmL9604 aqua Drill EX Oil Hole 3 DWet & MQL m2mm L9606 aqua Drill EX Oil Hole 5D m2mm L9608 aqua Drill EX Oil Hole 8D m2mm L9826 aqua Drill EX Oil Hole 3 Flutes 3 DWet mmmL9820 aqua Drill EX Oil Hole 3 Flutes 5D mmmL9544 aqua MicrodrillWet & Dry1 2 mmL9546 aqua 3 Flute mmL9548 aqua Hard 1 Use in Wet condition when Drill size is under 1 mm 2 Dry & MQL drilling not recommended Excellent m GoodAQUA Drill EXnew SeriesAQUA Drill old seriesSelection ChartAQUA Drill EX covers a wide range of area.
5 Various cutting conditions are dry and wet drilling are of aqua Drill and aqua Drill EX Flute geometry which realizes low cutting resistance and high speed drilling Stable drilling even on low rigidity machines such as small M/C Smooth chip evacuation on low carbon steels Wide area of cutting speed4 AQDEX DsLl DcAQDEXS 2014 Nachi Europe GmbH | Errors and Alterations exceptedLIST9600 Unit: : : : materialStructural steel & carbon steel gray cast ironAlloy steelDie steel Heat treated steelHigh hardness steelDuctile cast ironStainless steelSS SC FCSCM NAK HPMSKD (30 40 HRC)(40 50 HRC)FCDSUS mmmin-1mm/minmin-1mm/minmin-1mm/minmin-1 mm/minmin-1mm/minmin-1mm/minConventional Condition2127006001050048056002304000140 9500450480014038500660700054037002602650 1606400500320015055100660410054022002601 6001603800500190015083200660260054014002 6010001602400500120015010255063021005101 1002508001501900470950140122100600170048 0950230650140160044080013016160055013004 407002105001301200410600120 High Speed Condition2191009001590075080003306400230 14000670 Use under normal Drilling ConditionsAttention on using the drilling condition tables1.
6 Utilize the standard drilling condition shown in the catalogs just as the general guide, when starting Adjust drilling condition when unusual vibration, different sound occur by When using low speed machines, use the maximum speed and adjust the feed For drilling with water soluble cutting Drilling of Aluminum Alloys & other light metals is not Drilling the step feed in stainless steels when hole depth more than 2 D deep, step feed interval is about Use water soluble cutting fluid for the high speed Use air blow for cooling and the chips exclusion in dry Drill EX Stub2 rake + XR5 VHMAQEXh8h6 aqua Drill EX DsLl DcAQDEXR 2014 Nachi Europe GmbH | Errors and Alterations exceptedWork materialStructural steel & carbon steel gray cast ironAlloy steelDie steel heat treated steelHigh hardness steelDuctile cast ironStainless steelSS SC FCSCM NAK HPMSKD (30 40 HRC)(40 50 HRC)
7 FCDSUS mmmin-1mm/minmin-1mm/minmin-1mm/minmin-1 mm/minmin-1mm/minmin-1mm/minConventional Condition2127005301050043056002004000130 9500400480013038500590700048037002202650 1406400440320014055100590410048022002201 6001403800440190014083200590260048014002 2010001402400440120014010255056021004601 1002108001401900420950130122100530170043 0950200650130160040080012016160049013003 907001805001201200370600110 High Speed Condition2191007901590066080002906400210 14000590 Use under normal Drilling ConditionsLIST9602 Unit: : : : on using the drilling condition tables1. Utilize the standard drilling condition shown in the catalogs just as the general guide, when starting Adjust drilling condition when unusual vibration, different sound occur by When using low speed machines, use the maximum speed and adjust the feed For drilling with water soluble cutting Drilling Aluminum Alloys,Light Metals are not Drilling the step feed in stainless steels when hole depth more then 2 D deep, step feed interval is about Use water soluble cutting fluid for the high speed Use air blow for cooling and the chips exclusion in dry Drill EX Regular2 rake + XR6 VHMh8h6 AQEX DsLl DcAQEXAQDEXOH3D 2014 Nachi Europe GmbH | Errors and Alterations exceptedLIST9604 Unit.
8 MaterialStructural steel & carbon steel gray cast ironAlloy steelDie steel heat treated steelHigh hardness steelDuctile cast ironStainless steelSS SC FCSCM NAK HPMSKD (30 40 HRC)(40 50 HRC)FCDSUS mmmin-1mm/minmin-1mm/minmin-1mm/minmin-1 mm/minmin-1mm/minmin-1mm/minWet Condition3127001150106009508500760530040 0106009508500680496001150800095064007604 0003308000950640068066400107053009504200 7102700320530095042006608480010704000880 3200710200032040008803200620103800960320 0790250064016002903200790250054012320080 0270067021005401300290270067021005001427 0076023006501800510110027023006501800500 MQL Condition1624007302000620160048010002602 0006201600480385007107400520640054032002 1074006204640071056005204800540240019056 0062064200710370052032005401600180370062 0832006602800490240050012001702800580102 5005902200440190044096016022005001221005 1019003701600380800150190046014180048016 0035014003606801501600430161600460140033 012003406001401400400 Attention on using the drilling condition tables1.
9 Adjust drilling condition according to the rigidity of machine or work clamp Wet condition are for drilling with water soluble cutting fl In non water soluble cutting fl uid, reduce the rotation and feed by 20%.4. Use on internal In step feed, return to the entrance Step feed interval is about 1 Drill EX Oil-Hole 3D2 rake + XRStandard Drilling Conditions7 VHMh6Nh7 aqua Drill EX DsL DclAQEXAQDEXOH5D 2014 Nachi Europe GmbH | Errors and Alterations exceptedLIST9606 Unit: : : : materialStructural steel & carbon steel gray cast ironAlloy steelDie steel heat treated steelHigh hardness steelDuctile cast ironStainless steelSS SC FCSCM NAK HPMSKD (30 40 HRC)(40 50 HRC)FCDSUS mmmin-1mm/minmin-1mm/minmin-1mm/minmin-1 mm/minmin-1mm/minmin-1mm/minWet Condition3127001150106009508500760530040 0106009508500680496001150800095064007604 0003308000950640068066400107053009504200 7102700320530095042006608480010704000880 3200710200032040008803200620103800960320 0790250064016002903200790250054012320080 0270067021005401300290270067021005001427 0076023006501800510110027023006501800500 MQL
10 Condition1624007302000620160048010002602 0006201600480385007107400520640054032002 1074006204640071056005204800540240019056 0062064200710370052032005401600180370062 0832006602800490240050012001702800580102 5005902200440190044096016022005001221005 1019003701600380800150190046014180048016 0035014003606801501600430161600460140033 012003406001401400400 Attention on using the drilling condition tables1. Adjust drilling condition according to the rigidity of machine or work clamp Wet condition are for drilling with water soluble cutting In non water soluble cutting fluid, reduce the rotation and feed by 20%.4. Use on internal When for hole depth more then 5 D deep, add step seeding. However, a work material and drilling condition to Chip removal may be worse.