Transcription of WELDING PROCEDURE SPECIFICATION NO. 45-32-1
1 NATIONAL CERTIFIED PIPE WELDING BUREAU. WELDING PROCEDURE SPECIFICATION . NO. 45-32-1 . FOR. GAS TUNGSTEN ARC WELDING (GTAW). AND. SHIELDED METAL ARC WELDING (SMAW). OF. NICKEL ALLOY 20 (UNS N08020). PIPE, VALVES, FITTINGS AND FLANGES. USING ER320 AND E320-16 FILLER METALS. This document is the property of (NCPWB Member Company Name). This WELDING PROCEDURE SPECIFICATION (WPS) and PROCEDURE Qualification Record(s) (PQR). are issued by the NCPWB for adoption by its members. Reproduction or use of this WPS and PQR(s) by anyone other than members of the NCPWB is prohibited NCPWB. WELDING PROCEDURE SPECIFICATION (WPS). Company Name: WELDING Process: GTAW/SMAW. WPS Number: 45-32-1 Revision number: 2 Revision Date: 10/1/13 Type: Manual Supporting PQRs: 92001, 92002.
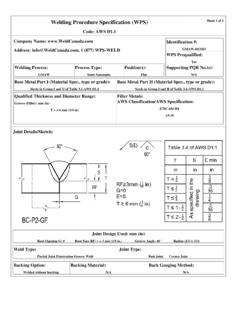
2 Joints (QW-402). Joint Design: Single-V or U, Double-V or U, Fillets, Repairs, Build-up Details: See Typical Joint Designs Backing: Optional for GTAW, Required for SMAW Backing or Retainer Type: P-45 type metal, when used Base Metals (QW-403) Filler Metals (QW-404) Root Fill P Number: 45* Group Numbers: N/A SPECIFICATION Number: SFA SFA to P Number: 45* Group Numbers: N/A AWS Classification: ER320 or ER320LR E320-16. Thickness Range F-number: 6 5. Base Welds: to A-Number: None None Fillet Welds: All Max. Deposited Weld Metal: Minimum Pipe Outside Diameter: Grooves: . Grooves: SMAW:>1 OD, GTAW:All Fillet: All All Fillets: SMAW:>1 OD, GTAW:All Max. Bead Thickness: 1/8 1/8 . Supplemental Filler Metal: Not Applicable Not Applicable *UNS N08020 (Alloy 20 only) Consumable Insert: Not Permitted Not Applicable Postweld Heat Treatment (PWHT)(QW-407) Pulsed Power Source: Preferred Not Applicable.
3 Temperature Range ( F): None Holding Time (hr.): N/A. Gas (QW-408) Positions (QW-405) Preheat (QW-406). Shielding Gas: WELDING Grade Argon WELDING Positions: All Minimum Preheat ( F): 50. 12 to 25 CFH Progression: Uphill Backing Gas: Argon at 3-5 CFH Maximum Interpass: ( F): 250. Trailing Gas: None Preheat Maintenance: None Required Electrical Characteristics (QW-409). Weld WELDING Electrode or Filler Metal Current Other Layer Process Class Dia. (in.) Type Polarity Amps Volts Travel Speed 1, GTAW ER320 or 3/32 DC EN (Str) 45 to 100 N/A 3 to 5 ipm ER320LR. 1 to 4 SMAW E320-16 3/32 DC EP (Rev) 40 to 65 N/A 3 to 5 ipm 3+ SMAW E320-16 1/8 DC EP (Rev) 65 to 95 N/A 3 to 6 ipm Technique (QW-410).
4 Tungsten Size/Type: 1/16 or 3/32 , EWTh-2 or EWCe-2 Initial Cleaning: Remove grease oxide by grinding. Solvent clean Shielding Gas Cup Size: #4 (1/4 ID) to #12 (3/4 ID) using clean rag and air dry. Foreign materials will cause cracking. Pulsed Current: Preferred Interpass Cleaning: Remove slag with chipping hammer or grinder. Multiple or single pass per side: Either Stringer or Weave Bead: Stringer Multiple or single electrodes: Single Peening: Not permitted Contact-tube-to-work Distance (stickout): Not Applicable Other: Use of stringer beads and low interpass temperature Backgouging: Grinding or carbon arc followed by grinding. is important to avoid hot cracking. Repair Method: Grinding.
5 Backwelding is permitted The undersigned Contractor, a member of the National Certified Pipe WELDING Bureau, hereby adopts this jointly developed PROCEDURE as its company WELDING PROCEDURE SPECIFICATION and certifies that this PROCEDURE has been qualified as shown on the above referenced PROCEDURE Qualification Records. Contractor: By: Date: Title: NCPWB Form QW-482/4-1-91 WPS 45-32-1 . For use by NCPWB members only ( NCPWB). Typical Joint Designs for Nickel and Nickel Alloys Butt welds Other joint designs shown on Engineering drawings supersede these joint details 40 to 50 40 to 50 . 3/32 to 1/16 Max 1/8 3/32 to 1/8 . 1/16 Max. 3/16 3/32 to 1/8 . Nom. Nozzle and Branch Connection Welds 1/8.
6 45 min min Socket and Slip-on Flange Welds 1/16 min Y Y. X 1/16 min Approximately 1/16 before WELDING Smaller of X. T or 1/4 . T = The nominal thickness of the pipe X = the lesser of or the hub thickness unless another size is shown on the engineering drawings Y = the lesser of or the fitting thickness unless another size is shown on the engineering drawings PROCEDURE QUALIFICATION RECORD (PQR). WPS followed during WELDING of test coupon: Alloy 20-Cb3, rev 0 dated 6/27/89 PQR Number: 92001. WELDING Process(s) used: GTAW Date Test Coupon was welded: 6/27/89. Base Metal SPECIFICATION : ASME SB463, UNS N08020 to Base Metal SPECIFICATION : ASME SB463, UNS N08020. P Number: 45 Group No: NA to P Number: 45 Group No: NA Plate/Pipe Diameter: Plate Base Metal Thickness(in.)
7 : Joint Type: Single V-groove without backing Filler Metal SPECIFICATION : SFA Classification: ER320-LR F-No.: 6. A-No.: None Deposited Weld Metal Thickness (in.): Maximum Pass Thickness (in.): <1/8. Filler Metal Size (in.): Not Recorded Supplementary Filler Metal: N/A. Preheat Temperature ( F): 50 Interpass Temperature ( F): 300 WELDING Position/Progression: 1G. Current Type: DC Polarity: Straight Travel Speed (ipm): Not Recorded Shielding Gas Composition (CFH): Argon Backing Gas (CFH): Argon, 3 to 5. Tungsten Size/Type: 3/32 2% Thoriated GMAW Transfer Mode: N/A. Stringer/Weaver Bead: Stringer Oscillation: N/A. Single/Multi-Pass: Multiple Single/Multi-Electrode: Single Postweld Heat Treatment ( F): None Heat Treatment Time(hr.)
8 : N/A. Other: Not Recorded Layer Process Filler Classification Diameter Amperage Travel Speed Volts Heat Input Other All GTAW ER320 3/32 80 to 150 Not Recorded Reduced Section Tensile Tests Rectangular Specimens Turned Specimens Full-Section Specimen Ultimate Specimen Width/Dia. (in) Thickness (in) Area (sq in) Load (lbs) Stress Failure Location (psi). T-1 24,400 82,700 Weld Metal T-2 25,300 84,600 Weld Metal Bend Tests: Trans. Root and Face ( ) Trans. Side ( ) and Face ( ). Type Results Type Results Root Acceptable Face Acceptable Root Acceptable Face Acceptable Toughness Test Charpy Specimen Size: None Test Temperature N/A. Specimen Notch Charpy V-Notch Test Drop-Weight Test Number Location Foot-Lbs.
9 Ft-lb Av. Percent Shear Lateral Exp. (mils) Break No Break Fillet Weld Test Macro Examination Fillet Weld Test Leg Sizes: Weld Deposit Analysis: Other Tests: Welder's Name: James Fife, BMW Constr. Stamp No. XXX-XX-0891 WELDING Witnessed By: Al Duvall, BMW QCM. Test Conducted by: Sherry Labs Laboratory Test Number: L8840. We Certify that the statements in this record are correct and that the test welds were prepared, welded and tested in accordance with the requirements of Section IX of the ASME Code. NATIONAL CERTIFIED. PIPE WELDING BUREAU Contractor: By: Date: By: Note: First five digits of welder's stamp number have been deleted. Chairman, Technical Committee NCPWB Form QW-483 6/91 PQR Number 92001.
10 For use by NCPWB members only ( NCPWB) Rev 4-28-93. PROCEDURE QUALIFICATION RECORD (PQR). WPS followed during WELDING of test coupon: WPS Alloy 20-Cb3 PQR Number: 92002. WELDING Process(s) used: SMAW Date Test Coupon was welded: 7/10/92. Base Metal SPECIFICATION : ASME SB464, UNS N08020 to Base Metal SPECIFICATION : ASME SB464, UNS N08020. P Number: 45 Group No: NA to P Number: 45 Group No: NA Plate/Pipe Diameter: 2 NPS Sch 40. Base Metal Thickness(in.): Joint Type: Single V-groove with backing Filler Metal SPECIFICATION : Classification: E320-16 F-No.: 5. A-No.: None Deposited Weld Metal Thickness (in.): Maximum Pass Thickness (in.): <1/8. Filler Metal Size (in.): 3/32, 1/8 Supplementary Filler Metal: N/A.