Transcription of 3 Surface Conditioning Products
1 3. Surface Conditioning Products Application Notes 3M . Roto Peen Flap Assemblies TC330. Introduction 3M Roto Peen Flap Assemblies TC 330. This bulletin provides the basic information necessary for using the 3M Roto Peen Flap Assemblies Type TC 330. Peening time and RPM charts are simplified to cover the majority of conditions normally encountered. For further assistance, please contact a 3M. Surface Conditioning Products representative through your local 3M branch sales office. All Type TC 330. Mil assemblies are spec covered in MIL-R-81841. (AS) and MIL-W-81840 (AS). In-house specifications have also been established by Boeing Aircraft, McDonnell Douglas, Lockheed, and others.
2 Table of Contents Page The benefit of metal 3. Determining amount of 4. Factors affecting peening 5. Results of proper 5. Peening a flat 6. (A) 9/16"x 1" flap for use with mandrel 7212. Single row of 330. Measuring Almen shot. Suggested for 1/2" to 3/4" diameter hole peening. (B) 9/16"x 1 1/4" flap for use with mandrel 7210. Double row of Peening 9. 330 shot. Suggested for 3/4" to 1 1/4" diameter holes and Supporting 10 some smaller flat surfaces . Ordering 11 (C) 1" x 2" flap for use with mandrel 7211. Double row of 330. shot. Suggested for large, flat unobstructed surfaces . If Suggested 12. increased coverage is needed, up to five 1" x 2" flaps can be loaded into the 7211.
3 2. The benefit of metal peening . improved material properties Peening is an ancient cold Two polymeric flaps are bonded If some shot is lost, the flap can working process for metal. When together with a specially formu- still be used until peening time medieval blacksmiths hammered lated adhesive matrix for easy becomes unacceptable. swords and shields they were placement in a flap mandrel. When shot is lost, re-check Almen peening the metal and imparting Polymeric flaps 330 size tungsten intensity. (See pages 4 and 8 for a residual compressive stress carbide shot making Almen readings). into the Surface .
4 This compres- sive Surface stress strengthened Applications include . 330 size tungsten Specially formulated the material, improving resistance carbide shot adhesive matrix Landing gear assemblies to fatigue fracture and stress corrosion cracking. The flap/mandrel assemblies Wing structures provide convenient portability Helicopter rotor hubs Shot peening has generally Jet engine support members and are especially effective for replaced the blacksmith's hammer Peening after grinding precision in-service rework, in modern industry. But benefits Peening before plating manufacturing, repair of small of the process are the same.
5 Areas, and peening holes with Peening of surfaces subject Most shot peening methods spray diameters down to 1/2" ( ). to stress corrosion cast steel shot against the work Peen straightening Flaps can also be cut with scissors Peen forming Surface . An air blast, similar to to peen confined areas or peen sand blasting, or a centrifugal Weld heat affect zone into areas with a radius down to wheel is used for moderately high 1/16" ( ). Bond testing speed propulsion. For small and/or hard-to-reach Captive shot surfaces , the captive shot method is more convenient and effective. The shot is integrated into a rotating brush or flap.
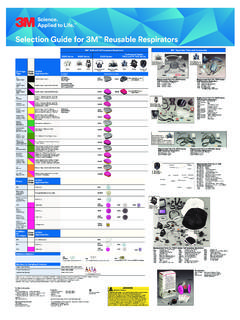
6 The spinning brush or flap is held near the Surface so that the captive shot strikes the metal Surface with each revolution. The 3M Roto Peen 3M Roto Flap Assembly is a Peen Flap captive shot flap Assembly technology using high strength resin to bond tungsten carbide shot to a flexible polymeric flap. This provides a cleaner, more precise method than loose shot "blasting.". Plus, the uniform 330 shot size contributes to consistent results. 3. Determining the amount of necessary peening In original design applications, conditions. Once the desired Remove the strip from the gauge the proper method to determine properties are achieved in the and mount it on a 3M Magnetic the amount of necessary peening fatigue studies, the Almen Almen Strip Holder and peen is to peen the part and then intensity for that sample is a (See page 8 for details).
7 After subject it to fatigue testing. Once reference number for the peening, remeasure the strip. In fatigue testing data is available, operating parameters that the example shown below, the the problem is determining how produced the desired results. center was deflected .012". By much peening has been done so convention this curvature NOTE: Normally if a part needs that subsequent parts can be indicates a peening intensity of peening, the desired intensity is manufactured to the same Almen 12. specified by the manufacturer tolerances as the test samples. and is included in specifications To achieve Almen 12 on larger Almen of the Research or other manuals.
8 Areas in actual application, all Laboratories Division of General conditions remain the same To make an Almen intensity Motors developed such a method. except peening time. Peening reading, place an unpeened time increases in direct proportion Adopted by the SAE Almen strip on the Almen gauge. to size. An area three times larger, Almen (Society of Auto- Adjust the gauge to read "0" as Scale of for example, is peened three motive Engineers), shown below. Peen times longer. Intensity the Almen Scale of Peen Intensity Before peening After peening measures the curvature of a standardized steel strip when peened on one side.
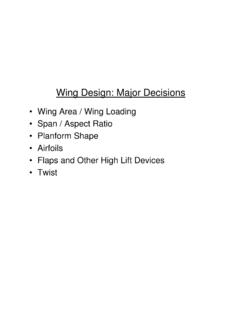
9 Three Almen strip thicknesses are available: Almen "A" generally used for most measurements Almen "C" for higher peen- ing intensities Almen "N" for lighter peen- ing intensities The Almen strip is measured in an Almen gauge before and after peening. Curvature after peening is measured in thousandths of an inch over a specified span. This number is used to specify the Almen intensity. To establish peening specifica- tions, peen strips to various intensities by changing operating parameters. (See page 5). Take an Almen reading for each set of 4. Factors affecting intensity (amount of peening). When using 3M Roto Peen Flap Saturation is also defined as the Flap Deflection Ranges Assemblies, three factors affect point at which doubling the performance and dictate the peening time will produce less amount of peening: than a 15% increase in Almen 3/32" ( ).
10 Intensity. 1. Flap rotation speed Height of the 9/16" x 1" ( x 25mm) flap 2. Peening time or duration mandrel above the Mandrel Surface controls 3. Mandrel height height flap deflection. And 3/16" ( ). maximum deflection Flap rotation provides the best results. The Flap speed is the most rotation important factor point of maximum deflection is 9/16" x 1 1/4" ( x ) flap speed also the easiest to maintain. It is affecting peening the point at which the mandrel, intensity. Increasing parallel to the work Surface , does the speed of rotation increases not quite touch the Surface . If the the intensity. Decreasing the mandrel is too high, there will be 5/16" ( ).