Transcription of Economic Impact Analysis of Metal Can MACT …
1 United StatesOffice Of Air QualityEPA-452/R-02-005 Environmental ProtectionPlanning And StandardsApril 2002 AgencyResearch Triangle Park, NC 27711 Final Report for ProposalAirEconomic Impact Analysis of Metal CanMACT StandardsEconomic Impact Analysis of Metal CanMACT Environmental Protection AgencyOffice of Air Quality Planning and StandardsInnovative Strategies and Economics Group, C339-01 Research Triangle Park, NC 27711 Prepared Under Contract By:RTIH ealth, Social, and Economics ResearchResearch Triangle Park, NC 27711 April 2002 This report contains portions of the Economic Impact Analysis report that are related to the 2 INDUSTRY PROFILE: Metal CAN MANUFACTURINGCans are one of the most widely used containers in the world. Industry estimates that more than200 million cans are used each day in the United States (Can Manufacturers Institute [CMI], 1999a). Consumers use Metal cans for a variety of purposes, including the storage of food, beverages, and manyother products ( , paint).
2 During the production process, a variety of surface coatings are applied tothese cans. Interior coatings prevent corrosion and protect the contents from being contaminated by thecan. Exterior coatings are applied for decoration, to protect printed designs, or to facilitate handling byreducing friction. Traditional coatings used in this industry have a high concentration of solvents, whichresults in the emission of volatile organic compounds (VOCs) and HAPs. Currently, the Protection Agency (EPA) is developing national emissions standards for these HAPs. This section provides an Economic overview of the Metal can industry. Section describes theproduction processes with emphasis on surface coatings. Section identifies uses, consumers, andsubstitutes. Section summarizes the organization of the Metal can industry, including adescription of the manufacturing facilities and the companies that own them. In addition, we identifysmall businesses potentially affected by the proposed rule.
3 Finally, Section presents market data forthe industry, including production, prices, foreign trade data, and can manufacturing process has changed dramatically since its beginnings in the early 19thcentury. Today s automated processes have replaced the once labor-intensive process and produce anestimated 139 billion cans per year (CMI, 2001a). Metal can manufacturers purchase two primary rawmaterial inputs for the production of cans: steel and aluminum. In 1999, almost three-quarters of allmetal cans produced were aluminum (CMI, 2001a). These two raw material inputs are used to produceone-, two-, and three-piece can bodies and can ends. During the production process, the steel oraluminum (in the form of sheets or coil) is shaped, coated, quality checked, and prepared for shipmentto a variety of consumers across the United States and the world. The following sections describeindividual manufacturing processes in greater detail. Much of the information in these sections wastaken from EPA (1998).
4 ManufacturingThe process of manufacturing Metal sheets for use in Metal can manufacturing begins by cuttinga large coil of Metal into pre-scrolled sheets. An inside protective coating is then placed on the sheetsand cured. At this point the sheets can be decorated. An over coat of varnish is placed on the decoratedsheet and cured again. A second inside protective coating is placed on the sheets and cured. These pre-scrolled sheets are then cut into small scroll sheets which can be fed into the end or body makingprocess (CMI, 2001b). End ManufacturingThe production of can ends varies by end use. Aluminum beverage can ends are made fromprecoated coil that is stamped and scored to produce an oval pattern, and an end tab is attached. Thisend is attached to the can with a solvent- or water-based compound, and the seal is allowed to dry. Theproduction process of ends for food cans and other sheet-coated ends is similar to beverage cans with2-5the exception that food can and other sheet-coated ends are typically coated on Metal sheets rather thancoils.
5 And Two-Piece Can Body ManufacturingThe one- and two-piece can manufacturing process involves forming a can body, creating an end(for the two-piece can), and applying coatings to the open can and can top. Two fabrication processesare used to produce these cans: the draw-redraw process and the draw-and-iron process. Manufacturersof one-piece can bodies use the draw-and-iron process, while two-piece can manufacturers use the draw-redraw process, aluminum or steel coil is fed into a processor called a cupperthat stamps shallow Metal cups. The coil may be stamped one or two additional times to create a deepercan. This process typically uses pre-coated coils and if no additional coating steps are required, the cansare tested and stored. However, some manufacturers use an uncoated coil and perform sheet coatingsimilar to the three-piece can body coating operation described in Section In contrast, the draw-and-iron process involves the following additional steps after the shallowcup is created.
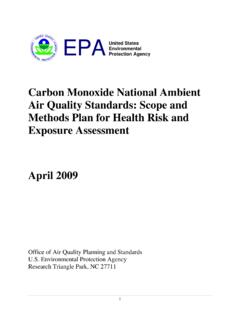
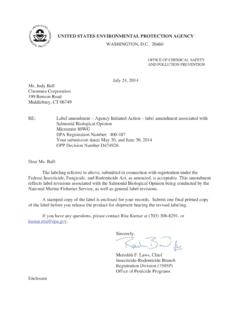
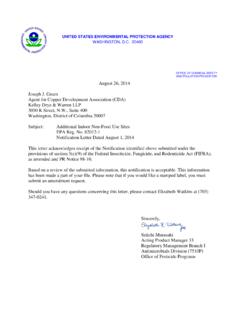
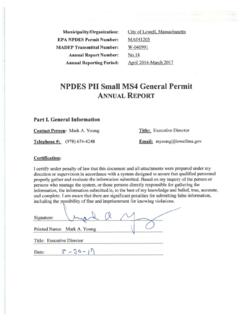
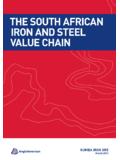
6 Full-length can bodies are created from shallow cups through an extrusion process(aluminum cans) or ironing process (steel cans). The can bodies are then trimmed, cleaned, and driedin preparation for the application and curing of exterior base coats, printing inks, and protectiveovervarnish coats (aluminum beverage cans) or corrosion-resistant wash coats (steel food cans). Oncethe coatings are dry, the can necks are flanged (beverage) or beaded (food cans). A leak tester appliesair pressure to each can and tests for any holes or cracks and rejects any inadequate cans. In addition,the coating thickness may be tested by a random electrical resistance spot check. After passing thesetests, the finished cans are then stacked for storage or shipment. Figure 2-1 provides a detailed exampleof a two-piece draw-and-iron aluminum beverage can production Can Body ManufacturingThree-piece cans are typically made of steel sheets. The manufacturing process involves twooperations: sheet coating and can fabrication (see Figures 2-2 and 2-3).
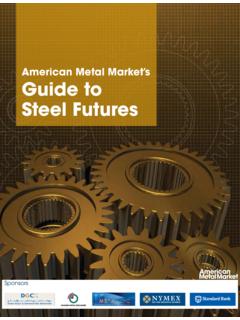
7 The sheet coating operationincludes the application of a base coat, inks, and overvarnish. After application, the sheet passesthrough an oven for curing and drying. The can fabrication begins with the processor slitting thesecoated sheets and feeding them into a body maker where the seams are welded or cemented together. The seam along the side of the can is welded or cemented and then coated in a process called side seamstripe application. This seam may be coated with an interior spray or an exterior spray, or on bothsides. The side seam stripe protects exposed Metal along the seam. At this stage of the productionprocess, the cans are flanged for proper can end assembly and the diameter of the wall may be reduced(necked-in) according to end-use requirements. In addition, if the can will be used to store beverages,the can s interior is sprayed with a protective coating and then baked or cured. After curing, the endseamer attaches one end to the can in a process called double seaming where end seal compounds areapplied and used as a gasket material to provide an airtight seal.
8 Afterwards, the leak tester checks forleakage. The finished can is stacked and prepared for shipment. and EmissionsCoating is an integral part of the production processes of cans and can parts. Without thespecialized interior coatings, cans could potentially contaminate their contents and render themdangerous to consumers. Exterior coatings enhance the can s appearance, protect the can fromcorrosion, and protect printed designs. However, the traditional coatings used in the Metal can industry 2-6 Figure 2-1. Two-Piece Draw-and-Iron Aluminum Beverage Can Manufacturing Process2-7 Figure 2-2. Three-Piece Can Sheet Base Coating Operation 2-8 Figure 2-3. Three-Piece Can Fabrication Process2-9have a high concentration of solvents, which results in the emission of VOCs and HAPs. Several typesof coating technologies exist:8 Conventional solvent-borne coatings Conventional coatings offer good abrasion resistanceand ease of application. However, they have high concentrations of VOCs and coatings The most widely used high-solid coating is polyurethane.
9 Thesecoatings are used as exterior bases, some interior sheet coatings, decorative inks, and endseal coatings These coatings are used extensively in beverage can manufacturing. 8 Ultraviolet radiation-cured (UV-cured) coatings UV-cured coatings offer advantages ofrapid curing, low process temperatures, and low VOC and HAP content as well as lowerenergy costs because drying ovens are eliminated. However, UV coatings are expensive andrequire specialized coatings These coatings offer excellent resistance to chemicals, abrasionresistance, and barrier qualities. The application process for these coatings is currently notfast enough for can coating line operating speeds, and only limited numbers of colors,finishes, and textures are available for can manufacturers (EPA, 1998).Coatings are applied to both interior and exterior can bodies and ends. Emissions are generated duringcoating application, during transportation to the oven (evaporation), and during curing. However,approximately 50 to 80 percent of emissions occur during the drying and curing process (EPA, 1998).
10 Of ProductionRaw material and energy costs account for the largest share of the variable costs of Metal canproduction. In 1997, the cost of materials and energy totaled $ million, or 72 percent of the metalcan industry s value of shipments. Steel and aluminum purchases totaled $ million, or 94 percent ofthe cost of materials. Recently, prices for steel and aluminum sheet, plate, and coil have fluctuated given the changesin market conditions for these inputs. For 2001, Purchasing Online (2001) reported spot prices for acold-rolled steel sheet at $320 per ton, coiled-steel plate at $288 per ton, and aluminum common alloysheet at $1,720 per ton (see Table 2-1). The data show the price of steel has dropped significantly since1997 as foreign steel imports have surged. For September 1997, spot prices for cold-rolled steel sheet2-10 Table 2-1. Spot Prices for Steel and Aluminum Sheet and Plate: 1997-2001 Year19971998199920002001 Cold-rolled steel sheet (Midwest, $/ton)$480$410$390$380$320 Coiled steel plate (Midwest, $/ton)$390$400$300$320$288 Aluminum (common alloy sheet 3003, $/ton)$2,200$1,920$2,040$2,240$1,720 Source: Purchasing Online.