Transcription of Plastic Failure through Environmental Stress Cracking
1 CONSULTANT S CORNERP lastic Failure through EnvironmentalStress CrackingESC, the Plastic killer, is a frequent cause of field failuresBy Jeffrey JansenThe Madison Group, Madison, Wisconsin, USA Environmental Stress Cracking (ESC) is considered a lead-ing cause of Plastic part Failure . It is the prematureembrittlement and subsequent Cracking of a plasticdue to the simultaneous and synergistic action of Stress andcontact with a chemical agent. Because of the frequencyand severity of ESC Failure , it has been nicknamed the plastickiller (see, for example, Figure 1).A principal consideration in the relatively high Failure rateassociated with Environmental Stress Cracking is the wide-spread lack of awareness and understanding of theinteraction between Plastic materials and chemicals, partic-ularly organic-based chemicals, which are so prevalent inmanufacturing, commercial, and household settings. Mostfailures associated with ESC occur through contact with asecondary chemical agent.
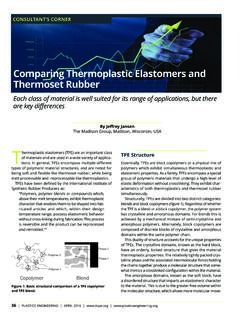
2 A secondary chemical agent isone that is not anticipated to contact the molded Plastic partthroughout its is in contrast to a primary chemical agent, where con-tact is expected, such as gasoline with a small-engine fuelfilter, or paint with the tubing in a paint sprayer. Failuresconnected with primary chemical agents are rare in servicebecause the chemical compatibility is well understood atthe design phase. Failures associated with secondary chem-ical agents are far more common. ESC MechanismA common misconception about Environmental Stress crack-ing is that it involves molecular degradation or chemicalattack of the Plastic material. This is not true. The ESC failuremechanism does not proceed through a chemical reactionbetween the polymer and the chemical agent. Molecularstructure alteration or degradation does not occur. Signifi-cantly, in the absence of the chemical the Plastic would30| PLASTICS ENGINEERING | NOVEMBER / DECEMBER 2015 | | 1: Catastrophic Failure occurred in a CPVC pipethrough ESC associated with contact with an incompatiblesound-proofing Stress Cracking in air, also known as creep rupture,given sufficient time.
3 The chemical simply accelerates thestress Cracking . Because of this, Environmental Stress crackingand creep rupture are parallel Failure reviewed in the July/August 2015 issue of Plastics Engineering(p. 32), creep is the tendency of a solid materialto deform permanently under the influence of constantstress, and occurs as a function of time through extendedexposure to levels of Stress that are below the yield pointof the material. Creep rupture is Cracking within a plasticcomponent that occurs as a response to Stress that occursthrough disentanglement of the polymer chains by over-coming intermolecular forces, such as Van der Waal s forcesand hydrogen bonding, between the polymer factors will accelerate the embrittlement processassociated with creep rupture, including an increase in tem-perature, Stress concentration within the part, cyclic loading,fatigue, and contact with specific chemical agents (ESC). Inenvironmental Stress Cracking , the chemical agent permeatesinto the molecular structure of the Plastic , interfering withthe intermolecular forces bonding the polymer chains, allowingaccelerated molecular disentanglement.
4 This reduces theenergy required for disentanglement to occur. The presenceof a moderate Environmental Stress crack agent can result inan order of magnitude reduction in the time to important consideration is that the chemical agent doesnot permeate substantially into the Plastic material, and onlythe material on the contact surface is affected. The bulk prop-erties of the material, including stiffness and strength, arenot affected. Other chemically induced Failure mechanisms,such as plasticization and solvation, include further interactionbetween the chemical agent and the Plastic . Cracks associated with ESC Failure generally initiate atlocalized areas of Stress concentration, such as a design cor-ner or notch in the part, a defect, a surface scratch, or acrack. The Stress concentration factor associated with theseconditions can range from to 5 and higher. Under con-ditions of chemical contact, the chemical agent permeatesinto the molecular structure of the polymer chains prefer-entially at the elevated Stress field associated with theconcentration factors.
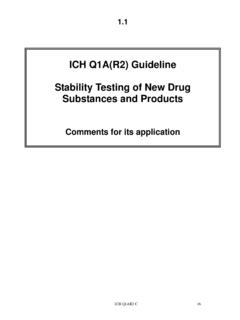
5 Very localized plasticization takesplace via Stress -enhanced fluid response to the Stress and facilitated by the plasticizingeffect of the chemical, the individual segments of the chainsrotate, and become aligned parallel to the direction of themaximum strain. Crazes are formed as planar arrays of finevoids normal to the tensile Stress (Figure 2a). The voids areseparated by ligaments of highly aligned polymer form and grow within the chemically affected , the crazes rupture to form a crack (Figure 2b).This crack then serves as a Stress concentrator, and crazesform and grow within the chemically affected zone in frontof the crack, and this process continues (Figures 2cand 2d). Environmental Stress Cracking can take place through | | NOVEMBER / DECEMBER 2015 | PLASTICS ENGINEERING | 31 Figure 2: Illustration of the ESC crack growth or via a stepwise progressive mech-anism of Cracking and arrest, depending on the molecularstructure of the Plastic , the composition of the chemicalagent, the level of Stress , and other Environmental conditions(Figure 3).
6 Fracture Surface FeaturesFractographyis the study of the fracture surfaces of materials,including plastics. Fractographicmethods are routinely usedto determine the crack mechanism as part of a Failure analy-sis. The fracture surfaces created through environmentalstress Cracking have several typical characteristics. ESC failuresoccur through brittle fracture, even in plastics that wouldbe expected to produce a ductile mechanism. The combi-nation of Stress below the yield point of the material andthe interference with intermolecular bonding caused by thechemical agent result in a brittle-fracture, , ESC results in multiple individual cracks thatcoalesce into a unified fracture. The crack origins are usuallyin localized areas of elevated Stress within the part that arein direct contact with the Environmental Stress crack , ESC crack origin areas exhibit a relatively smoothmorphology associated with slow crack growth (Figure 4),although, under conditions of relatively high Stress and/orcontact with aggressive chemical agents, the fracture surfacecan present more coarse surface | PLASTICS ENGINEERING | NOVEMBER / DECEMBER 2015 | | Stress Cracking _____CONSULTANT S CORNERF igure 4: Scanning electron micrographs showing a typicalESC fracture surface.
7 At high magnification, radiating bandsof opened craze remnants are 3: Time-lapse images showing the progression of ESCwithin a bent strip presence of opened craze remnants, often in a seriesof radiating bands, can be indicative of Environmental stresscracking. However, not all ESC failures exhibit these bands,and some creep rupture failures will present these many cases, the final fracture zone will exhibit featuresassociated with mechanical overload. This occurs once theremaining ligament of the fracture surface can the longerwithstand the applied summary, there is not a single fracture morphology thatdescribes every ESC Failure . Rather, the fracture surface fea-tures are dependent on the combination of material, Stress ,and chemical FactorsThere are a number of key factors in Environmental stresscracking:Polymer composition:The inherent chemical resistance ofa polymeric material is determined by its molecular structureand the functional groups from which it is comprised.
8 Ingeneral, amorphous polymers are more susceptible to ESCthan semi-crystalline polymers because of their greater freevolume. This means that polycarbonate, poly(acrylonitrile-butadiene-styrene), and poly(methyl methacrylate) areinherently less resistant to ESC Failure than nylon, polyacetal,and poly(butylene terephthalate).Chemical agent:The composition of the chemical agentis a primary factor in how aggressive of an ESC agent thatsubstance will be. Some chemicals will affect various plastics,but not others. The interaction between the polymer andchemical is dependent on the affinity between the two. Theintermolecular forces within the chemical affect its strengthas an ESC agent. Chemicals having moderate hydrogenbonding tend to be the most severe ESC agents. To manytypes of plastics, the most aggressive ESC agents are organicesters, because of their molecular structure and their rel-atively prevalent use. Additionally, chemicals with lowermolecular weights are generally more aggressive environ-mental Stress crack agents, because of their greatermolecular mobility and lower viscosity.
9 Increased chemicalconcentration will generally result in more rapid or moreextensive Cracking . However, this is not always the case,and in some situations lower concentrations that result inparticular levels of hydrogen bonding or unique solubilityparameters can be more level:Elevated levels of Stress result in shorterinduction times for ESC crack initiation. An important con-sideration is that the Stress on the part is composed ofboth the externally applied Stress and the internal stressassociated with forming and assembly. Under many | | NOVEMBER / DECEMBER 2015 | PLASTICS ENGINEERING | 33circumstances, Environmental Stress Cracking can occursimply under the molded-in residual Stress associated withinjection molding and other forming incompatibility between a Plastic resin and achemical agent at the design and material selection stagecan be the difference in avoiding Failure . While chemicalcompatibility references are available, they are incomplete,and their utility is somewhat limited because of the extreme-ly high number of Plastic /chemical combinations.
10 It is morecommon to find chemical compatibility references relatedto degradation mechanisms rather than more direct assessment can be made through actualtesting. ASTM D543 Standard Practice for Evaluating theResistance of Plastics to Chemical Reagents Practice B Mechanical Stress /Reagent Exposure is a commonscreening method. Here, a rectangular specimen of theplastic being evaluated is bent to a prescribed radius usinga mechanical fixture. The applied strain can be determinedfrom the specimen thickness and the radius of the curva-ture. Chemical contact is maintained over time, and thespecimen is examined periodically. The time is noted forcrack initiation and catastrophic Failure . Normally, theexperiment includes testing over a range of strains, withmultiple specimens representing each condition. Controlsamples are also tested, including chemical contact onunstrained specimens and strained specimens with nochemical alternate test method that allows the evaluation ofsmaller samples or actual molded parts involves the inser-tion of a metal pin into an undersized machined hole inthe specimen.