Transcription of Welding - BlueScope
1 WeldingWeldingUseful Fabrication InformationThe following data provides information on theweldability of a range of BlueScope Steel plate grades. Although most of the steels listed are readily weldable , anincorrect choice of Welding conditions may lead tounnecessary difficulty. The data gives recommendationsfor the control of heat affected zone hardness and thusprovides a measure of protection against heat affectedzone cracking, through the correct combination of weldingenergy (heat) input and preheat for the Welding use of controlled heat inputs for reasons other thanthe avoidance of heat affected zone cracking, for control of notch toughness, joint strength,weld metal cracking, or avoidance of hot cracking, isoutside the scope of this basis of the Weldability Guide is a Group Numberbased on the steel grade composition.
2 Grades having alow Group Number (low carbon equivalent) are readilywelded, whilst high Group Numbers (high carbonequivalent) indicate need for care in the selection ofwelding should be made to Welding TechnologyInstitute of Australia ( ) Technical Note 1 foradditional guidance regarding practical these recommendations can be used with a highlevel of confidence, they are a guide only, and as such, BlueScope Steel can not guarantee that cracking will never preheat and weldability recommendations providedherein do not override the user s obligation todemonstrate suitability of the planned weldingprocedures through the use of procedure qualificationtests as prescribed by AS/NZS :2000 and otherapplicable fabrication standards.
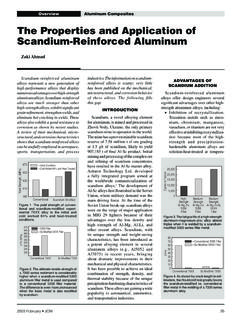
3 Additionally, it isassumed Welding is performed by suitably qualifiedwelders ie. capable of complying with the minimumrequirements of AS/NZS :2000 Section user should also be aware that good joint fit upunder moderate levels of restraint are assumed, and thatadditional preheat beyond that recommended will berequired where fit up is poor or where high levels ofrestraint are likely to be GuideFigure 1 Method of establishing Joint Weldability Index (A to L) fromGrade Group Number and Joint Combined ThicknessCombined Thickness = t1+ t2+ t3+ t4mmBlueScope Steel Grade 350, CE MaxAS3678 Grade 250 Group NumberCombined ThicknessFor welds between t3andt2, ignore t1unless it isalready welded to t2t1= average thicknessover distance of 75 mmFor welds between t1andt2- t3, ignore t4unless it isalready welded to t2- t3t1t2t1t2t3t2t1t3t4t1t2t1t275mmt1t2t3AS 3678 Grade 200 JULY 2000 Figure 2 Method of establishing Pre-heat Temperature using JointWeldability Index Letter and Welding Energy InputPre-heat and Energy InputRequirements for LowHydrogen Electrodes (EXX15,EXX16, EXX18, EXX28)
4 Semi-automatic and AutomaticWelding ProcessesPre-heat and Energy InputRequirements for Manual MetalArc Welding with other thanLow Hydrogen ElectrodesTypical Energy InputRequirements for VariousWelding Processes.(Electrode wire sizes shown inbrackets - mm) Welding Energy Input (kilojoule/mm of deposit)Preheat Temperature CPreheat Temperature CWelding Energy Input (kilojoule/mm of deposit)To find the Welding energy input and the preheattemperature required for use with a particular weldingprocess and steel grade of known thickness, the stepsgiven below should be followed:Step 1:From Table 1 find the "Group Number" for thesteel grade. For joints containing different steels usethe higher Group 2:Using Figure 1 calculate the "CombinedThickness" of the 3:From Figure 1 find the closest curve to theintersection of Combined Thickness andGroup Number.
5 This curve designates the"Joint Weldability Index Letter".Step 4:From Figure 2 and using the curve bearingthe same Joint Weldability Index Letter foundfrom Step 3, read off the preheat temperaturefor the Welding energy input or vice Further Technology Institute of Australia TechnicalNotesNote 1 The Weldability of SteelsNote 2 Care of Manual Arc Welding Steel Electrodes Note 5 Flame Cutting of Steels Note 6 Control of Lamellar Tearing Note 8 Design for Economic WeldingNote 11 Commentary on the Structural Steel WeldingStandard AS/NZS 1554 Note 12 Minimisation of Corrosion in Welded Structures - A manual for use in the designand construction of structural steelwork. Preparedby the Australian Institute of Steel Construction andpublished by the Standards Association of Structural Steelwork- Published by theAustralian Institute of Steel Construction, 4thEdition, Structural Steel Welding Part 1: Welding of Steel 1 - Weldability Guide -Steel Grades and Group NumbersQualifying NotesO - Any electrode type or Welding process issatisfactory,H/O - Hydrogen controlled electrodes, or semi-automatic, or automatic processes are recommended;but rutile or other electrodes may be - Hydrogen controlled electrodes, or semi-automatic, or automatic processes are essential forgood Welding .
6 SC - Slow cooling from Welding or preheattemperature is - Postweld heat treatment (stress relief) issuggested for high quality work, particularly wheresevere service conditions apply to the DesignationGroupQualifyingNumberNotesBlu eScope Steel Structural Grades AS/NZS 3678- 2001O - 250, 250L15, 300,300L154O - 350, 350L15, 400, 400L155O- 450, WR350, WR350LO5H/OBlueScope Steel Analysis Grades AS/NZS 3678A10061O K10428H, SC, SR BlueScope Steel Hot Rolled Strip Grades AS/NZS 1594HA1, HA31O HA2001O HA250, HU2503O HU300, HU300/13O HA3503O HW3505H/O XF3003O XF4003O XF5004 OXK15B306H, SC, SRShipbuilding GradesLloyds, Norske Veritas Grade A4O Grade D4O Grade E4 OBoiler & Pressure Vessel GradesAS 1548 - 5 - 4905H/O - 7 - 4604O- 7 - 4904 OProcedure for Determining Preheat andWelding Energy Input1800 800 19 000 019 625