Transcription of DEFECTS IN EXTRUSION PROCESS AND THEIR …
1 187 Int. J. Mech. Eng. & Rob. Res. 2014S S Gadekar et al., 2014 DEFECTS IN EXTRUSION PROCESS AND THEIRIMPACT ON PRODUCT QUALITY J G Khan1, R S Dalu2 and S S Gadekar1**Corresponding Author:S S Gadekar, the 20th century, the number of manufacturers had established EXTRUSION pipe manufacturingplants on the customer demand. To ensure quality EXTRUSION pipe manufacturing, it is essentialto identify, control, and monitor all quality parameters. Some of the important parameters arecondition of equipments, operating conditions, temperatures, pressures, quality of dies, of the sincere efforts from the manufacturers, still there are number of obstacles in theprocess which lead to DEFECTS in the product. The purpose of this review paper is to focus on thevarious DEFECTS in the EXTRUSION PROCESS , to identify its impact on the product quality and tosuggest the remedies for the improvement of EXTRUSION : EXTRUSION PROCESS , DEFECTS in plastic pipe, impact of defect, Product qualityINTRODUCTIONM anufacturing of polyvinyl chloride (PVC) inIndia started 60 years ago with the country sfirst PVC plant set up in Mumbai in 1951.
2 Theplant operated by Calico had a capacity of6000 metric tonne/year. At present, the IndianPVC industry boasts of a production capacityof million mt/year. In India, ChemplastSanmar, DCM Shriram Consolidated, DCW,Finolex and Reliance Industries have beenproducing PVC. The latest entrant into theIndian PVC market is the Vivanta group,whose 240,000 mt/year PVC plant is slatedISSN 2278 0149 3, No. 3, July 2014 2014 IJMERR. All Rights ReservedInt. J. Mech. Eng. & Rob. Res. 20141 Department of Mechanical Engineering, SSGMCE, of Mechanical Engineering, Government College of Engineering, Amravati, AP, start-up in 2013. PVC, one of the oldestforms of commodity polymers, is todayregarded as an infrastructure plastic and findsvarious infrastructure applications, such as inpipes, ducts, wires, cables, floorings, windowsand roofing.
3 Furthermore, the use of PVC inother sectors such as automobiles, medicaland health care, packaging, sports and leisureis also increasing. PVC is a thermoplasticcomposed of 57% chlorine and 43% is less dependent than other polymers oncrude oil or natural gas, which are non-renewable, and hence PVC can be regardedReivew Article188 Int. J. Mech. Eng. & Rob. Res. 2014S S Gadekar et al., 2014as a natural resource saving plastic. AlthoughPVC can be produced from varioushydrocarbons including coal, the bulk of theworld s PVC is currently manufactured usingethylene, which is combined with chlorine toproduce ethylene dichloride (EDC), the rawmaterial for the manufacture of Vinyl ChlorideMonomer (VCM). VCM is further polymerizedto produce PVC. PVC is also produced usingcalcium carbide, which is widely prevalent inChina. According to Chemical MarketingAssociates Inc.
4 (CMAI), the globalconsumption of PVC in 2010 was millionmt from an overall capacity of 46 million mt,and accounted for 18% of the totalconsumption of polymers. The global demandfor PVC is estimated to rise to 44 million mtand the global PVC capacity is expected torise to 55 million mt by 2015. According toindustry sources in India, the country s PVCdemand is currently pegged at million mt/year and the capacity is pegged at consumption of PVC in India isexpected to increase to million mt/year by2016-17 and the nation s PVC capacity isexpected to rise to million mt/year. As isevident from the above-mentioned demandand supply numbers, PVC demand is expectedto exceed supply (Belofsky, 1995).Today s Scenario of ExtrusionPlastic in IndiaPVC Pipes Usage Narasimha andRejikumar (2013)PVC Pipe SectorPipes have been the biggest end-use sectorfor PVC with a share of approximately 70%.
5 The use of PVC in pipes results in energysaving at all stages of the life cycle of a pipe,namely, extraction of raw materials, production,transportation, usage and recycling. Besidessaving energy, PVC pipes also help protectenvironment by reducing CO2 emissions. Withan investment of Rs. 20 lakh crore towardsinfrastructure development in India in 2011-12and a projected investment of Rs. 40 lakh croretill 2016-17, the consumption of PVC in pipesis expected to progressively increase andreach 10 million mt by 2017 from a currentestimated consumption of 6 million , energy savings from using PVCin pipes would amount to million MWh by2016-17 from an estimated million MWhsavings currently and 16 million MWh savingsin the period 2002 to 2007. Likewise,reduction in CO2 emissions would amount to182 million mt by 2016-17 from millionmt in 2006-07 and an estimated millionmt currently (Belofsky, 1995).
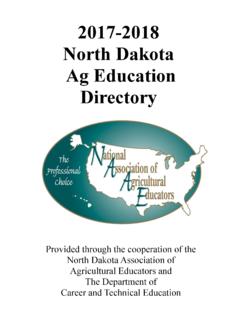
6 As per the above data, it may be concludedthat the PVC pipe sector has wide range ofFigure 1: PVC Sector-Wise Usage189 Int. J. Mech. Eng. & Rob. Res. 2014S S Gadekar et al., 2014requirement in India. To fulfil such hugedemand, industries require a better extrusionProcess. It has been observed that there arelot of problems in EXTRUSION PROCESS which leadto defective products. The common defectsare Improper System Engineering/Installation,Improper Operation, Resin DEFECTS , ImproperMaterials Addition, Surging, Poor mixing, Melttoughness or fracture, Overheating, Moisturerelease, Trapped air, ProcessThe EXTRUSION PROCESS converts a solid plasticfeedstock material into a molten viscous fluid,and then to a finished solid or flexible filmproduct f or practical use. Extrusionequipment consists of a plasticizing extruder,die assembly, a cooling assembly, and haul-off or winding equipment.
7 EXTRUSION is acontinuous PROCESS , as opposed to moulding,which is a cyclic PROCESS . EXTRUSION is suitablefor many types of continuous plastic productsthat have a uniform outside shape and canbe coiled, cut, or wound. The transformationof a solid plastic feedstock material into amolten viscous fluid takes place in theextruder barrel, through the mechanicalshearing action of a rotating screw and theheat provided by electrical resistance heatersclamped to the outside of the extruder barreland die. The combination of the mechanical,rotating shearing action of the screw and theheat of the electrical heaters causes the solidplastic feedstock to change into a hot moltenmaterial. There are two basic types of plasticextrusion: screw EXTRUSION and ram discussion is limited to screw EXTRUSION ,because ram EXTRUSION is suitable only forspecialized plastics such as PolytetraFluoroethylene (PTFE) which cannot bescrew extruded because of its low friction.
8 Inram EXTRUSION , a plunger goes through a barreland pushes out the material under EXTRUSION involves a helical feed screwthat turns inside a barrel. This is often calledthe feed screw or the extruder screw. Thescrew is a single shaft with helical , when more thorough mixing isneeded, two screws are used. The screwadvances the material through the barrelwhere it is heated and compressed. Thisprocess of EXTRUSION serves two functions: itheats the plastic material above its meltingpoint and puts the melt under pressure. Themolten plastic material can then be forcedthrough an orifice, commonly known as thedie. This PROCESS is common to all types ofextrusion. The EXTRUSION PROCESS can producepipe and tubing, a variety of profiles, flatproducts (thin film to heavy sheet), coatingson paper or other substrates, wire insulation,cable jacketing, and monofilaments.
9 Allsynthetic fibers are produced by some formof EXTRUSION and plastic raw materials aremade (compounded) by extruding strandsand cutting them into pellets. Examples areblown film for bags, cast film for packagingmaterials, tubing for catheters, wire insulationfor telephone wire, rod for glue guns, profilesfor window frames, and monofilaments for fishline. In all cases, the plastic must be convertedfrom its raw material state pellet orpowder and melted and pressurized via theextrusion PROCESS . After that is done, thematerial is moved to the die and downstreamequipment for completing the desired discussion of the EXTRUSION processshould begin with the extruder itselfNarasimha and Rejikumar (2013).190 Int. J. Mech. Eng. & Rob. Res. 2014S S Gadekar et al., 2014 DEFECTS in EXTRUSION ProcessTo ensure successful EXTRUSION manufacturing,every parameter must be identified, controlled,and monitored.
10 As the EXTRUSION processstudied and improved universally, still it ishaving some is any form of deviation of theproduct s characteristic from the specificationset up by the manufacturing PROCESS . It can becaused by a single source or the cumulativeeffect of several factors, which may arise atany stage of the processing. The commonfailure or DEFECTS which are normally occurringin plastic EXTRUSION PROCESS are due to threemain causes: mould design, materialselection, and processing. In many cases, thefailures occur during the processing and thesefailures causes some DEFECTS that can be foundin extruded parts such as: rough surface,extruder surging, thickness variation, unevenwall thickness, diameter variation, centeringproblem. In EXTRUSION products, DEFECTS due toprocessing include, poor understanding of theprocessing method, use of inadequate or oldmachines, lack of trained staff, machine breakdown, and inappropriate working environments(British Plastics, 1972).