Transcription of Ethylene Production - Emerson
1 1 Ethylene ProductionNOTE: The following chapter is thefirst of many to be released as partof a Chemical sourcebook . Thesechapters will be released to eDocsas they are completed and whenfully developed, compiled into is one of the most importantpetrochemical intermediates and is a feedstock formany various products. End products made withethylene include food packaging, film, toys, foodcontainers, bottles, pipes, antifreeze, carpets,insulation, housewares, etc. Chemicals that aremade from Ethylene in order to produce these endproducts are polyethylene, Ethylene dichloride, Ethylene oxide, ethylbenzene, and vinyl acetate,just to name a Ethylene capacity utilization has remainedabove 90% since 2004 until 2008's economicmeltdown.
2 In 2007, 2 million tonnes per year (tpy)of Ethylene capacity was added, according to theOil & Gas Journal. As of January 1, 2009, globalcapacity was million tpy. Capacity has beenadded in recent years due to expansions anddebottlenecking at existing plants, as well asgreenfield plants being built in the Middle East andAsia. Due to the change in market conditions andthe economy, there is an over supply of ethylenecapacity. Many plants have been taken offline inthis time period, are operating at reduced rates, orare undergoing turnarounds.
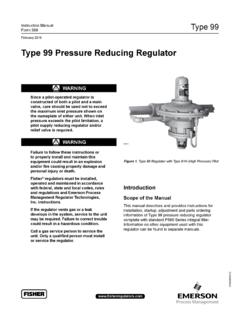
3 As the ethylenemarket rebounds, capacity will increase. In fact,based on new capacities announced and plantsthat are under construction, global ethylenecapacity is expected to be at 162 million tpy by2012, ahead of the demand are five major licensors of Ethylene plants:KBR; Technip; Linde; Shaw, Stone and Lummus. While Ethylene Production differsslightly by licensor, the overall process is fairlysimilar (see Figure 1 1). There are also somedifferences in the process coming from the type offeedstock being used.
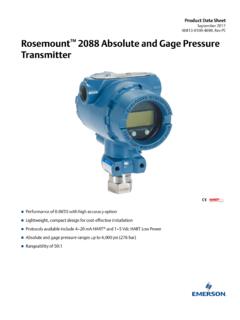
4 Some of these differenceswill be highlighted. This chapter will cover thegeneral steps in Ethylene Production and willdiscuss the critical valve applications within anethylene plant, what valve challenges thoseapplications present, and the recommendedEmerson solutions. Figure 1 1. General Ethylene process (naptha fed cracker)1-2 Figure 1 2. General Ethylene furnace schematicI. FurnaceThe two primary feedstocks for ethyleneproduction are naphtha and natural gas (ethane,propane, butane, etc.). The first step in theproduction of Ethylene is to take the feedstock andcrack it into Ethylene and other various products ina furnace.
5 This process is called is the thermal cracking of petroleumhydrocarbons with steam, also called steamcracking. The main types of commercial furnacesare the ABB Lummus Global furnace, Millisecondfurnace (KBR), Shawt furnace (ultraselectivecracking furnace), Technip furnace, and the LindePYROCRACKt furnace. See Figure 1 2 for ageneral schematic of an Ethylene feed hydrocarbon stream is pre heated by aheat exchanger, mixed with steam, and thenfurther heated to its incipient cracking temperature(932_F to 1256_F or 500_C to 680_C dependingupon the feedstock).
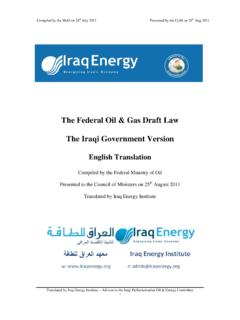
6 At this point, it enters areactor (typically, a fired tubular reactor) where it isheated to cracking temperatures (1382_F to1607_F or 750_C to 875_C). During this reaction,hydrocarbons in the feed are cracked into smallermolecules, producing Ethylene and co cracking reaction is highly endothermic,therefore, high energy rates are needed. Thecracking coils are designed to optimize thetemperature and pressure profiles in order tomaximize the yield of desired or value residence times in the furnace are alsoimportant as they increase the yields of primaryproducts such as Ethylene and propylene.
7 Longresidence times will favor the secondary 1 1. Furnace ReactionsPrimary ReactionsSecondaryReactionsFeedstock/ste amEthyleneC4 productsPropyleneC5 productsAcetyleneC6 productsHydrogenAromaticsMethaneC7 Ethylene Production requires a highlysaturated feedstock, high coil outlet temperature,low hydrocarbon partial pressure, short residencetime in the radiant coil, and rapid quenching of thecracked gas. Valves in the furnace section play acritical role in maximizing Ethylene Production are three critical control valve applications inthe furnace area: dilution steam ratio control, feedgas control, and fuel gas control.
8 Each will bediscussed in further detail in the subsequent Steam Ratio ControlThe quantity of steam used (steam ratio) varieswith feedstock, cracking severity, and design ofthe cracking coil. Steam dilution lowers thehydrocarbon partial pressure, thereby enhancingthe olefin yield. Because of this, it is important toobtain the appropriate ratio and maintain proper1-3control of that ratio. Steam helps to reduce cokingdeposits by reacting with coke to form carbondioxide (CO2), carbon monoxide (CO), andhydrogen (H2) and also reduces the catalytic effectof the reactor coil's metal walls, which tend topromote coke formation.
9 An improper ratioreduces efficiency of the cracker and can result inthe need for more decoking cycles, thus resultingin less furnace uptime. It is necessary thatdecoking be performed on a regular basis. This istypically done by burning out the coke with amixture of steam and air. Time intervals fordecoking will depend upon several factorsincluding, but not limited to the type of furnace,how the process is operated, feedstock type, andthe types of coils control of the steam dilution valve isnecessary to maintain the proper steam ratio,which can greatly affect the efficiency of thefurnace.
10 Due to the process conditions seen by thedilution steam control valve, it requires the use ofgraphite packing. Graphite packing often leads tohigher friction than one would see with the use ofPTFE packing. This added friction contributes tohigh deadband and high variability, thus the loopmay become unstable. With high deadband andvariability, it's difficult to have precise control withinthe valve, which leads to issues controlling theloop. Due to the location of the valve (near thefurnace), high ambient temperatures are possible,thus making the location a variable to considerwhen selecting the actuator and FisherR control valve solution for the dilutionsteam ratio control valve is typically a Fishereasy et sliding stem valve or a Fisher GXsliding stem valve.