Example: confidence
FEEDS & SPEEDS FOR ALL Tech Line - Normal & Rougher
Surface Feet per Minute - SFM Feed Rate Inch per Tooth - IPT Radial Width of Cut WOC (ae)* d1 End Mill Diameter Multiply IPT x this factor based on WOC Free Machining & Low Carbon Steels 1006, 1008, 1015, 1018, 1020, 1022, 1025, 1117, 1140, 1141, 11L08, 11L14, 1213, 12L13, 12L14, 1215, 1330 GREEN up to 28 HRc 1700 1350 750 425 425 .0005 .0042
Tags:
Information
Domain:
Source:
Link to this page:
Documents from same domain

Common Drilling Formulas - Guhring, Inc.
www.guhring.comCommon Drilling Formulas RPM RPM = vc x 12 3.14 x D or RPM = (3.8197 / D) x SFM (rev/minute) Cutting Speed vc = RPM x 3.14 x D 12 or SFM = 0.2618 x D x RPM

Deep Hole Drills - Guhring Inc.
www.guhring.comEB 100 - Gun drill depths on CNC equipment · Solid carbide flute construction · Precision hole making · Extra deep hole drilling on CNC equipment

Cutting rate recommendations for cut taps - …
www.guhring.com137 Technical Cutting rate recommendations for cut taps-ATERIALæGROUP !PPROXIMATE 2Cæ!PPROXIMATE (" Recommended SFM HSS-E …

Exclusive Line - Guhring Inc.
www.guhring.comTwist Drills 300 Micro drill Exclusive Line® Application Materials: Coolant-fed General Steels/Brass TiAlN coated Carbide, Exclusive Line Micro Drills, 135° 4-facet ground hone point, reinforced straight shank, RH helix Universal Steels

General overview of HSK shanks ISO 12164-1/DIN …
www.guhring.comTechnical 307 d1 mm d2 mm l1 mm l2 mm f1 mm d8 mm b1 mm 25 - - - - - - 32 - - - - - - 40 50 63 80 100 125 160 B D F B D F d1 mm d2 mm l1 mm l2 mm f1 mm f5 mm d8 mm b1 mm 25 32 40 50 63 80 100 125 160 C E A A C E d 2 l 2 f 1 l 1 d 8 d 1 b 1 d 1 d 2 l 2 f 1 l 1 …

5.#æ æ5.&æ4APæ$RILLæ3IZES
www.guhring.comTechnical 81-59% Theoretical Percentage of Thread Tap Size dec Fract Wire/ Let mm Theor % 81-59% Theoretical Percentage of Thread % %

HT 800 WP - Spare Parts / Accessories - guhring.com
www.guhring.comTwist Drills *Items listed in red are non-stocked items, and may take 2 - 6 weeks to receive 249 Clamping screws for HT 800 inserts Torx l 1 G Series 4071

ISO taper DIN 69871 and MAS-BT JIS B 6339 tool holders ...
www.guhring.comGM 300 15 l 6 7 l 5 l 1 d d 1 2 b d 3 f 3 f 2 a f 1 d 8 6 5 l 5 e 2 20°±30’ d 9 a) Rz 6.3 b) e 1 e 1 e 2 20°±30’ d 9 30° e 1 e 1 d 9 45° l 67 l 1 d 1 d 2 b ...
Related documents

High Speed Steel & Cobalt Drills Drills Speed and Feed ...
www.wellsindustrial.ca800.255.1701 Drills 88 800.255.1701 High Speed Steel & Cobalt Drills Speed and Feed Recommendations NOTE: The speeds and feeds shown are suggested starting points only and may be increased or decreased depending on actual material and machining conditions. Start conservatively and increase speed and
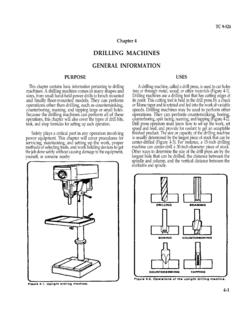
DRILLING MACHINES GENERAL INFORMATION
uhv.cheme.cmu.eduspeed and feed, and provide for coolant to get an acceptable finished product. The size or capacity of the drilling machine is usually determined by the largest piece of stock that can be center-drilled (Figure 4-3). For instance, a 15-inch drilling machine can center-drill a 30-inch-diameter piece of stock.

Lathe Machine Formula For Cutting Speed, Feed And …
www.theengineerspost.com1. Cutting speed 2. Feed 3. Depth of cut 4. Machining time 1. Cutting Speed The cutting speed (v) of a tool is the speed at which the metal is removed by the tool from the work piece. In a lathe, it is the peripherical speed of the work past the cutting tool expressed in meters per minute. Where, d - is the diameter of the work in mm.

Drilling Speeds and Feeds - University of Florida
mae.ufl.eduTo calculate the feed rate, use the following formula: f = N × f r (Eq. 3) where . f = calculated linear feed rate of the drill [in/min] N = spindle speed [rpm] f. r = feed per revolution of the drill [in/rev] In addition, the following rules of thumb should be observed when applicable: • Always . start with a slower speed (~50%) and build ...

FreudTools Router Bit Feed and Speed for CNC
www.freudtools.comAug 22, 2017 · Adjusting Feed and Speed for Bit Diameter: The chip loads in the table above are based a cutting depth that is equal to or less than the bit diameter. For deeper cuts, you need to adjust the Chip Load as follows: If Cut Depth is 2X the …

COLCHESTER LATHES - Clausing Industrial
clausing-industrial.comspindle running at low speed • An easy-to-read index plate, makes it simple to select the proper feed or threads • Three headstock gear ranges produce a wide spread of constant power — 33 to 1 — better than most CNC lathes • •Infinitely variable spindle speeds displayed on headstock

Speed and Feed - Chudov
manuals.chudov.comspeed speed speed speed speed 5-10 sfm feed 10-15 sfm feed 15-20 sfm feed 20-40 sfm feed 40-60 sfm feed 60-80 sfm feed 80-100 sfm feed 100-200 sfm feed 200-600 sfm feed dia. of chip load chip lead chip lead chip lead chip lead chip lead chip lead chip lead chip lead end mills rpm per tooth rpm per tooth rpm per tooth rpm per tooth rpm

Feeds and Speeds Charts - ShopBot Tools
www.shopbottools.comOptimizing feed rates and speeds: 1. Start off using an RPM derived for the chip load for the material being cut (see charts). 2. Increase the cutting speed (feed rate) until the quality of the part’s finish starts to decrease or the part is starting to move from hold downs. Then decrease speed by 10%. 3.

Speed & Feed Recommendations
www.kyocera-sgstool.comSpeed & Feed Recommendations Series 1 Z5, Z5CR Fractional Hardness Ap Ae Ae Vc (sfm) Diameter (D ) (inch) Ae x D 1 Ap x D 1 1/8 1/4 3/8 1/2 5/8 3/4 1 P CARBON STEELS 1018, 1040, 1080, 1090, 10L50, 1140, 1212, 12L15, 1525, 1536 ≤ 275 Bhn or ≤ 28 HRc Profile ≤ 0.5 ≤ 1.5 555 RPM 16961 8480 5654 4240 3392 2827 2120 (444-666)