Transcription of New Code Requirements for Calculating Heat Input
1 61 WELDING JOURNALW elding waveforms are used to limitdistortion, weld open roots, and to con-trol HAZ properties. Waveform controlis essential for common processes like up-hill GMA pulse welding. Power sourcesthat support pulsing (GMAW-P, GTAW-P, etc.) are the most common waveform-controlled power sources. Those mar-keted as synergic, programmable, or mi-croprocessor-controlled are also likely tosupport waveform-controlled correlation between heat inputand mechanical properties is blurredwhen heat Input is calculated using cur-rent and voltage readings from conven-tional meters . This includes external me-ters and even those located on the weld-ing power source. It s not that the metersare incorrect in fact, most are cali-brated and tested to NIST , the inaccuracy involves the meansof capturing and displaying the data. Conventional DC meters display aver-age voltage and average current. Conven-tional AC meters display RMS values. Toaccurately indicate the energy Input to aweld, the voltage and current readingsmust be multiplied together at very rapidintervals that will capture brief changes inthe welding waveforms.
2 This frequency isin the order of magnitude of 10,000 timesper second. Specialized meters are re-quired to accomplish to ASME Section IX providea new method of Calculating heat inputthat allows comparison of the heat inputfrom various welding power sources andvarious welding waveforms. This will allowproduction welding to take place with awelding procedure specification (WPS)that specifies either conventional or wave-form-controlled welding, which is sup-ported by a procedure qualification record(PQR) using either conventional or wave-form-controlled welding. Calculating Heat InputMany welding codes use the equationshown in Equation 1 to calculate heatinput. Because the welding process(GMAW, SAW, etc.) is an essential vari-able, a process or efficiency factor is notincluded in the heat Input new equations that will be in the 2010edition of ASME Section IX are shown inEquations 2 and 3, either of which givesequivalent results. Both equations areshown because some welding powersources and meters display energy values,and others display power values.
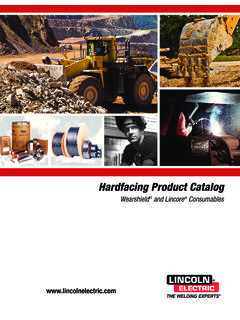
3 Voltage Amperage 60 Travel Speed ( or mm/min)Equation 1: Traditional heat Input equa-tion, ASME Section IX (a). Energy (Joules) Weld Bead Length (in. or mm)Equation 2: New heat Input equation formeters displaying energy measurement(Joules), ASME Section IX (c)(1).Power (Joules/s) Arc Time (s) Weld Bead Length (in. or mm)Equation 3: New heat Input equation formeters displaying power measurement(Joules/s or W), ASME Section IX (c)(2).Three examples from GMA weldingare shown in Fig. 1. The axial spray wave-forms are essentially constant, and the dif-ference between the measurement meth-ods is minimal. For the two waveform-controlled procedures, there is an errorbetween the measurement methods thatcan be in a positive or negative is clear from the significant differenceswhy a new measurement method in ASME Section IXASME codes and standards have along history, now in their 125th year. Therules for welding were removed from theconstruction codes when ASME SectionIX was published in 1941.
4 ASME SectionIX has become a global standard, refer-enced by the ASME construction codes,owners, engineering firms, and other fab-rication and construction ASME IX Standards Committeehas subcommittees that address procedureand performance qualifications, materials,general Requirements , and brazing. Morethan three years ago, a task group wasformed to work on issues surrounding weld-ing with complex waveforms from micro-processor-controlled power sources. Thefirst result of this group s work will be achange to the measurement and calcula-tion method for heat is the main Section IX vari-able that deals with heat Input . Currently,there are two ways to calculate heat (a) is the traditional heat inputequation shown in Equation 1. Method(b) is a measurement of the volume ofNew CodeRequirements forCalculating Heat Input Welders, inspectors, and engineers should be aware of the changes to of ASME IX regarding waveform-controlled weldingBY TERESA MELFITERESA MELFI is with The Lincoln Electric Co.
5 , Cleveland, Ohio. She is chair of the AWS A5B Committee on submerged arc welding, a member of the AWS A5 Committee on filler metal specifications, a member of ASME Section IX, including the materials subgroup and aworking group on advanced waveform welding, and is the delegate to the International Institute of Welding commission that covers pres-sure vessels, boilers, and LAYOUT:Layout 1 5/7/10 4:11 PM Page 61weld metal deposited. A new method (c)is added in the 2010 edition, which in-cludes Equations 2 and 3. Any of the methods can be used whenwelding following procedures that are notwaveform controlled. When welding fol-lowing waveform-controlled procedures,only methods (b) or (c) are these methods, it is possible to de-termine the compliance of a productionweld made using a waveform-controlledwelding procedure to an existing qualifiedprocedure, even when the procedure qual-ification was performed using nonwave-form controlled welding. An appendix toASME Section IX has been provided toguide users through these code appendix provides guidance with newprocedure qualifications, existing quali-fied procedures, and comparing heat in-puts between waveform-controlled andnonwaveform-controlled welding.
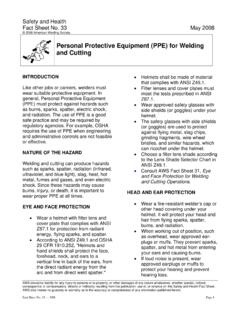
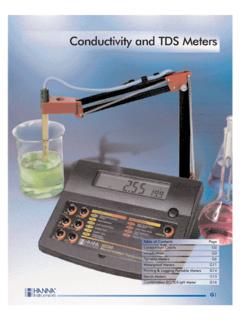
6 ASMES ection IX does not mandate separateperformance qualifications for waveform-controlled to Comply with ASME code ChangesTo use method (c) of the code , a read-ing of energy (Joules) or power (Joules/s)must be obtained using a meter that cap-tures the brief changes in a welding wave-form and filters out extraneous noise. Thesimplest place to obtain this is from thewelding power source. Many powersources that output pulsing waveforms willdisplay these readings, although somemight require software upgrades to en-able this. Details and software upgradesfor Lincoln Electric s Powerwave M se-ries and several other models are avail-able free of charge at 1 Heat Input differences calculated using Equation 1 vs. Equation 2 With the proper software installed,access to the energy reading entails pressingthe menu option Display Energy. Fig. 3 The real-time energy is continu-ously incremented while welding, and thefinal energy is displayed until the next 201062 NEW LAYOUT:Layout 1 5/7/10 4:11 PM Page For a power source thatdoesn t support the display of energy orpower, external meters are available.
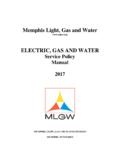
7 Ameter with demonstrated accuracy in thisapplication is the Fluke 345 Power Qual-ity Clamp the proper software installed, itis simple to access the energy reading Fig. 2. In the setup menu, enable the op-tion to Display Energy. When an arc isstarted, the energy value will begin to in-crement. The value will continue to in-crease, showing the real-time energy putinto that weld Fig. 3. When the weld-ing stops, the final energy value will bedisplayed until welding resumes value represents the amount of en-ergy that went into that weld, from arcstart to arc calculate the heat Input , the finalvalue is simply divided by the length of theweld Fig. 4. In this case, the heat inputwould be in., or detailed matrix has been developedshowing how a PQR qualified with eitherwaveform or nonwaveform-controlledwelding may be used to support weldingwith waveform or nonwaveform-con-trolled procedures and (a) (c). This can be downloadedfrom ASME Section IX welding andbrazing standard is widely used by publicagencies and private companies con-cerned about the safety and integrity ofwelds.
8 Just as specifications change whennew materials are developed, ASME Sec-tion IX has changed to recognize modernwelding waveforms. The changes involvethe measurement of energy or powermade at very rapid intervals, and the useof these to calculate heat Input . Thesecode changes establish the relationshipbetween heat Input across a range ofpower sources and welding , inspectors, and engineersshould be aware of the new ways to calcu-late heat Input . While no code can guar-antee good workmanship, these changesmake it easier for welders to use wave-forms that help improve their welds. Thenew method will allow flexibility in theway one compares the heat Input used inprocedure qualification and in productionwelding. Fig. 4 The heat Input is calculated by taking the final energy value and dividing it by thelength of the qualified with: Qualifies for welds produced with: Non-waveform controlled welding using conventional volt and ammeters and (a) Non-waveform controlled power supply using conventional volt meters and ammeters and (a).
9 Non-waveform controlled power supply displaying instantaneous energy or power measurement and (c). Waveform controlled power supply displaying instantaneous energy or power measurement and (c). Waveform controlled power supply which does not display instantaneous energy or power measurement using external meters that display instantaneous power or energy measurements and (c). Non-waveform controlled welding using instantaneous energy or power and (c) Non-waveform controlled power supply using conventional volt meters and ammeters and (a). Non-waveform controlled power supply displaying instantaneous energy or power measurement and (c). Waveform controlled power supply displaying instantaneous energy or power measurement and (c). Waveform controlled power supply which does not display instantaneous energy or power measurement using external meters that display instantaneous power or energy measurements and (c). Waveform controlled welding using instantaneous energy or power and (c) Non-waveform controlled power supply using conventional volt meters and ammeters and (a).
10 Non-waveform controlled power supply displaying instantaneous energy or power measurement and (c). Waveform controlled power supply displaying instantaneous energy or power measurement and (c). Waveform controlled power supply which does not display instantaneous energy or power measurement using external meters that display instantaneous power or energy measurements and (c). Waveform controlled welding using conventional volt and ammeters and (a) (qualified prior to 2010 code change) Non-waveform controlled power supply using conventional volt meters and ammeters and (a). Non-waveform controlled power supply displaying instantaneous energy or power measurement and (c). Waveform controlled power supply displaying instantaneous energy or power measurement and (c). Waveform controlled power supply which does not display instantaneous energy or power measurement using external meters that display instantaneous power or energy measurements and (c).