Transcription of Vickers Fluid Systems - Eaton
1 A Descriptive Summary of Vickers Inline Pumps and their ApplicationsVickers Fluid SystemsInline Pump ..1 introduction ..3 Identification Code ..3 Features and Benefits ..3 Basic Operations ..4 Drive Shaft and BearingsBearing Size MinimizedSelf-Aligning SplineCylinder BlockNo Support Bearing NeededPistons and ShoesPrecise Pressure BalanceLow Cylinder WearYokeShoe Bearing PlatePiston Shoe Hold-Down PlateShoe Hold-Down Plate RetainerValve PlateDecompression PhaseShaft SealRotating Sealing ElementSpring Assures ContactExternal SealingMaterialsGeneral Application Advantages ..8 ReliabilityEngineering Cooperation with CustomersPerformancePressure RegulationStabilityTemperature RangeEfficiencyWeightEconomyLifeService CostReliabilityFlexibility of InstallationThru-Shaft AvailableOperational Characteristics ..10 LifeNormal Period of OperationEfficiencyEffects of Inlet Pressure and Temperature ExtremesPressureTemperatureDriving SpeedsTransient ResponseThe Speed at Which the Yoke Angle Is ChangedPump Driving SpeedThe Compliance of the CircuitThe Nature of the LoadThe Use of an AccumulatorMinimum Accumulator Size DesirableInlet PressurizationTypes of Controls.
2 13 Standard TypesFlat Cut-Off TypeDifferential Cut-off TypeElectrically Depressurized Variable Pump with Blocking ValveDual Range ControlConstant Horsepower ControlProvisions for Special RequirementsServo ControlIntelligent ControlTMApplication Performance and Installation Data ..203000 psi (207 bar)4,000 psi (276 bar) and HigherPerformance CalculationsTypical Performance Data and Installation Drawings ..23 Eaton aerospace Worldwide ..60 Index1 Inline PumpControl SpringsSpring GuideShoe Bearing PlateShoe Hold-Down PlateHold-Down Plate RetainerActuator PistonSpring RetainerSealing ScrewPilot ValveSpring GuideCompensator SpringSpringSeatOutlet PortInlet PortLock NutCompensator Adjusting ScrewValve PlateRetaining RingLift Limiting WasherCylinder Block SpringCylinder BlockDrive Shaft Bearing FrontDrive ShaftCase Drain PortPistonHousingPiston ShoeYokeDrive ShaftBearing RearYoke PintleBearingMounting FlangeSeepageDrain PortCoupling ShaftSleeveShaft SealDirection of RotationCoupling Shaft Screw23 IntroductionAt Vickers Fluid Systems of Eaton aerospace ,we know how important it is to listen.
3 Andlistening to our customers has shown us thatquality, reliability and performance are thestandards by which a company's productsshould be 1921, Vickers has gained vastexperience in the design and manufacture of hydraulic pumps. This is the heritagepassed on to our aerospace inline of the basic inline pumping concept has brought the industry a trulysuperior series of high performance bulletin is a technical description of the design and performance of the inlinepump series. Also described is the variety of controls as a convenient reference forthe system designer, the bulletin provides the necessary information to predict unit performance and to select the proper type of and BenefitsLow CostLower cost per horsepower than other pumpsof comparable by DesignGenerous bearing surfaces and reduced contact pressures result in a more HorsepowerLighter weight and higher speed capabilityprovide a much higher horsepower-to-weight ResponseStep changes from peak demands to minimal flow can be accomplished within 50 OperationLow pressure pulsations minimize systemdisturbances and improve system OverhaulOverhauls are economical because of theminimum number of parts and the simplifiedrotating and conservative design parame-ters assure high reliability and the ability to tolerate off-design Power LossCompact rotating group and small anti-friction bearing diameters result in minimumpower CodeVickers Inline
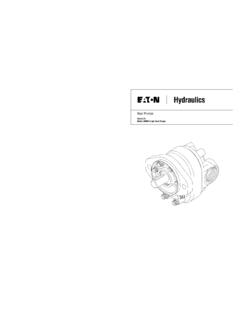
4 Series Pumps are identified by model numbers that indicate the displace-ment and design release number.(see diagram below.)IDENTIFICATION CODEM odel Description PumpType of DisplacementFixedVariableProduct Group InlineClass 1 Changes in Sequential OrderRelease(Modifications of the StandardModel in Sequential Order)Source CodeEA European(Delete for USA Source)PV3-044- 2 Axxx-xxx- xxBasic Frame SizeDisplacement in cu. the nearest hundredth( in 3/rev. shown)PA,B, , 2, OperationsCylinder Block SpringRetainer RingHousingPiston ShoeShoe Bearing PlateShaft SealCoupling ShaftRear BearingYoke Spring AssemblyYokePiston ShoeHold-Down PlateActuator PistonFront BearingPistonDrive ShaftValve PlateCylinder BlockFigure 15 The Vickers inline pump series is a family ofpositive-displacement, axial-position pumpsdesigned to operate at either fixed or 1is a cross-section ofthe typical inline the drive shaft rotates, it causes the positions to reciprocate within the cylin-der block bores.
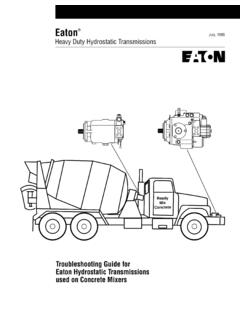
5 The piston shoes are heldagainst a bearing surface by compressionforce during the discharge stroke and by the shoe hold-down plate and retainer duringthe intake stroke. The bearing surface is heldat an angle to the drive shaft axis of rotationby the yoke (Figure 2).Intake StrokeAs each piston shoe follows the shoe bearingplate away from the valve plate, the piston is withdrawn from the cylinder block. Duringthis intake stroke of the piston, Fluid is supplied to its cylinder block bore throughthe valve plate inlet StrokeFurther rotation of the drive shaft causes the piston shoe to follow the shoe bearingplate toward the valve plate. This is the discharge stroke of the piston and Fluid is expelled from its cylinder bore through the outlet port of the valve 3illustrates the manner in whichpiston stroke is controlled by the yoke variations that respond to pressure changes to vary the yoke angle are described on page PlateCylinder BlockPistonYokeDrive ShaftStrokeMaximumPumping AngleDrive ShaftMinimum StrokePositionFigure 2 Figure 36 Drive Shaft and BearingsThe drive shaft is a simple, single-piecedesign held in accurate alignment by twoanti-friction Size MinimizedThe shaft is supported by radial bearings ateach end.
6 Since radial loads (due to positionforces on the cylinder block) are distributedbetween the two widely spaced shaft bear-ings (front and rear,Figure 1), bearing size is minimized, reducing friction losses. This is especially important in high-speed appli-cations where the Fluid disturbance andpower loss in submerged bearings increasesappreciably with bearing rpm and SplineThe spline that drives the cylinder block is a major diameter fit, crowned slightly to provide cylinder block BlockOptimum hydraulic pressure balancebetween the cylinder block and the valveplate (Figure 4), ensures proper hold-down,minimizes internal friction and reducestorque Support Bearing NeededRadial loads resulting from piston reactionsare carried to the drive shaft through thedrive spline, eliminating the need for a support bearing on the cylinder , losses associated with such a large bearing are eliminated, in addition,this kind of load support provides optimumalignment conditions between the cylinderblock, valve plate and drive shaft.
7 Since fewermating surfaces are required to establish the proper geometric relationships of effective center of the cylinder block spline is located near the rotation planeof the piston shoes to minimize movementaction on the cylinder and ShoesStress analysis methods combined with verification tests have been used to arrive at an optimum piston-cylinder block Vickers design places special emphasison shoe design, since this is a critical link in the efficiency, life and reliability of theinline pump Pressure BalancePrecise pressure balance versus speed andload capability have been achieved withoutsacrificing efficiency and life. Thrust loads on the piston shoes are controlled by pres-sure balance to a point where the resultantloads can be adequately supported by thefluid film under their outer lands. (Figure 5).Low Cylinder WearSince minimum piston engagement in the cylinder block bore is designed to beapproximately two diameters, reaction forcesbetween the pistons and cylinder block areminimized.
8 This reduces bore wear so thatinternal leakage remains nearly constant with studies have been performed on the yoke to provide a design with an optimum deflection-to-weight yoke pivot centerline has been posi-tioned to allow optimum design of the actuat-ing piston and control spring (Figure 6).Shoe Bearing PlateThe use of a shoe bearing plate allows simplified yoke design, accurate lapping of the bearing surface and optimum material Shoe Hold-Down PlateDuring the inlet stroke, the piston/shoe subassembly requires force to pull it out of the cylinder block bore; this force is sup-plied by the hold-down plate. It is driven andguided by contact with the shoe necks, andis held in place axially by sliding contactwith the hold-down plate retainer (Figure 7).Shoe Hold-Down Plate RetainerThe retainer provides positive retention of the shoe hold-down plate during the retainer is secured to the yoke by screws to ensure optimum support of theshoe hold-down plate and minimum retainerloading in the areas where shoe lift forces(intake stroke) are highest.
9 The retainerdesign and arrangement improve the high-speed capability of the PlateValve plate kidney port slots have beendesigned to provide minimum power loss and pressure pulsation throughout deliveryrange. This is accomplished by designing the valve plate porting and yoke geometry PistonShoe Hold-Down PlateHold-DownPlate RetainerShoeShoe Bearing PlateYokeCylinderBlockPistonPistonShoePi stonCirclePintleFigure 4 Figure 5 Figure 6 Figure 7 CLCL7so the piston chamber pressure is raised to system pressure before opening to the outlet port (precompression) and the piston chamber pressure is lowered to inlet pressure before opening to the inlet port(decompression).Decompression PhaseDuring the decompression phase, the energystored in the unswept volume of Fluid at system pressure is returned to the system by motoring, rather than being lost by throt-tling to inlet SealVickers aerospace Products has developed a shaft seal configuration especially designedfor use in all aerospace pumps.
10 Benefits ofthis design are longer life, greater reliabilityand lower overall pump costs. This face type shaft seal (Figure 8) is not a package design, but is a combination of simple elements. The elements most subject to wearcan be repaired at overhaul and the sealingsurface can be lapped, providing an inex-pensive procedure for obtaining new seal Sealing ElementThe simplified seal is made of high qualitymaterial such as bearing grade bronze orcarbon. The major difference from otherseals is that the sealing element rotates with the shaft while the heavier mating ringis stationary in the housing. The seal assem-bly is driven by two tabs on the retainer that engage with the pump drive shaft. Staticsealing around the circumference of the driveshaft is accomplished with the elastomericgrommet, shown in Figure 8,which is held in contact with the shaft by a garter sealing is effected by forcing therotating element against the stationary mating ring.