Transcription of Edward Valves - Flowserve
1 Edward ValvesThe Rockwell Type A Stored Energy Actuator development and QualificationV-Rep 80-321 Numbers in brackets designate references listed at end of Rockwell Type A Stored Energy Actuator development and QualificationAbstractUntil about a dozen years ago, the operat-ing time for large (typically size 16-32),power-operated Valves in power plantswas usually measured in minutes. Thisposed few problems until safety con-siderations in nuclear plants changed therequired time frame from minutes toseconds. Basic ground rules also changedin that valve operation under emergencyconditions often had to be assured even ifall normal power supplies suddenly combination of requirements de-manded stored energy actuators that couldassure at least one half-cycle of operation(opening or closing a valve) withoutdependence on external power.
2 In justover a decade, Valves and actuators forcritical services have traversed severalgenerations of development . With eachgeneration, requirements for performanceand reliability have escalated; even more,demands for proof testing or qualificationincreased at a rate faster than performancerequirements in users article will describe the developmentof the Rockwell Type A Stored EnergyActuator, a new line of actuators for abroad range of globe and gate Valves forcritical service applications in nuclearpower plant feedwater and steam program included preliminary testingof a prototype as well as a thoroughqualification test on a representativeproduction actuator. In addition, extensiveproof testing of valve/actuator combina-tions was about twelve years, the Flow ControlDivision of Rockwell International has beena leading supplier of large, quick-closingvalves for main steam and feedwater linesin nuclear power plants.
3 These Valves havethe safety-related function of closing rapid-ly (typically 3-5 seconds) in the event of apipe rupture or any similar major systemfailure. While closure must be fast, speedmust be controlled to prevent excessivefluid pressure many valve product lines, a dozen yearsrepresents only half of a product life cycle,with a few improvements at intervals tokeep the product competitive. In the caseof Main Steam Isolation Valves (MSIVs)and Main Feedwater Isolation Valves (MFIVs), changing requirements, competi-tive pressures and demands for greaterreliability have required a continuous engi-neering and development program. Eachnew generation of nuclear power plantshas brought requirements for new featuresin Valves and valve MSIVs for Boiling Water Reactor(BWR) systems were required to close withflow in only one direction (from reactortoward the turbine).
4 These requirementscould be satisfied by fairly simple bal-anced globe Valves that did not requirehigh closing thrusts. Air-spring actuatorsare sufficient for closing these Valves , withspring assemblies to close the Valves andpneumatic cylinders to open the Valves andcompress the springs; hydraulic cylindersin tandem with the pneumatic cylindersassure consistent speed , requirements for MSIVs for manyPressurized Water Reactor (PWR) systemsincluded the need for Valves to close rapid-ly and reliably with flow in either of the balanced globe valveconcept were developed for the newrequirements, and many such Valves werefurnished with air-spring , analyses of operating forcerequirements [1]1led to large actuatorswhich presented problems in meeting newand more stringent seismic gas-hydraulic actuators [2] providedmajor improvements for later-generationbalanced globe MSIVs for PWR the evolution of the RockwellEquiwedge gate valve [3] and the subse-quent development work required to quali-fy Equiwedge for critical nuclear applica-tions [4], the need for new actuatorsbecame obvious.
5 The gate type valveoffers advantages in terms of (1) lowerpressure drop at normal flows and (2)inherent symmetry in capability to closewith flows in either direction. However, ascompared to a balanced globe valve, thegate valve requires several times as muchthrust from its actuator to assure shutoff atequivalent high differential pressures. Fromthe earliest engineering studies, it wasobvious that scale-ups of earliest air-springand gas-hydraulic actuators would not bepractical for large Equiwedge gate A Actuator FeaturesClosing a large gate valve against differ-ential pressures which could develop in theevent of a line rupture in a modern nuclearpower plant-within three to five seconds-byE. A. BakeDevelopmentEngineering Manager,Flow Control DivisionRockwell InternationalFirst Published 1980involves delivery of a peak power to thevalve stem in the order of 200 horsepower(150 kW).
6 This figure is given to put theproblem in perspective. Since valve closureoften has to be completed without relyingon external power sources, a stored ener-gy system is necessary. After consideringthe alternatives, the gas-hydraulic conceptwas chosen as the most practical and reli-able. The challenge was to find the mosteffective means of applying the principle seems deceptively simply. Avolume of high-pressure gas can bearranged to provide a force on one side ofthe piston of an actuator to provide avalve closing force. A hydraulic power unitcan be arranged to pump fluid to theopposite side of the piston to open thevalve; a quick-release hydraulic circuit canrelease the fluid from the cylinder to areservoir, permitting the stored energy inthe pressurized gas to extend the actuatorand close the valve.
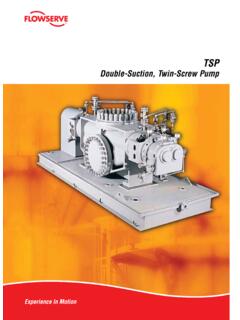
7 The principle can be(and has been) applied using readily avail-able commercial accumulators, pumps andhydraulic Valves . Applying the principle ina way that satisfies the requirements forreliability and redundancy in a nuclearpower plant requires something first requirement is that the stored ener-gy in the high pressure gas must alwaysbe available. Gas stored in remotelymounted accumulators may be unavailableat the time it is needed if leakage occurs inflexible connections between the accumula-tors and the valve. Even when accumula-tors are mounted on the valve, connectionsbetween accumulators and the actuatorcylinder may be subject to leaks and fail-ures. Consequently, the Rockwell Type Aactuator concept includes an integralstored gas 1 illustrates the fundamental con-struction of the Type A actuator.
8 There isno intermediate hydraulic circuit betweenthe stored energy in the gas volume andthe actuator. The gas acts directly on thehead of the actuator piston, and the gasstorage volume is arranged in an essential-ly spherical reservoir directly above thepiston head. This arrangement assures free-dom from leakage from connectionsbetween the gas storage space and theactuator, and it absolutely eliminates pres-sure drop between the gas volume and theactuator during stroking This integral con-struction feature was a part of earlierRockwell-qualified gas-hydraulic actuators[2], but it has been enhanced with thespherical reservoirs in Type A actuators are often assembled fromcommercial pneumatic and hydraulic com-ponents, it would be inconsistent to usepressure parts for a valve actuator that arenot designed to standards comparable tothose applied to the valve which is inti-mately assembled with the actuator.
9 In par-ticular, gas-containing parts of RockwellType A actuators are designed and con-structed (and stamped, as applicable) torequirements of Section VIII of the ASMEB oiler and Pressure Vessel Code. Hydraulicparts (manifolds, external Valves , pumps,etc.) are designed and constructed inaccordance with best commercial stan-dards and qualified for nuclear plant ser-vice as described in following thermodynamic design basis forRockwell Type A actuators required litera-ture studies and checks against experimen-tal data. Actuator extension (valve closure)is rapid and essentially adiabatic in thestored gas volume. In most applications,actuator retraction (valve opening) is slowenough to be considered essentiallyisothermal in the stored gas. However, theThe Rockwell Type A Stored Energy Actuator development and QualificationFigure 1: Cross Section of Typical Type A ActuatorGASHYDRAULICFLUIDCONNECTIONS TO REDUNDANT CONTROL SYSTEMS AND RESERVOIR34most practical gas for use in such actuators(nitrogen/GN2) does not behave as a per-fect gas at the high pressures involved inefficient stored energy reservoirs (2500psi/170 bar).
10 Consequently, design ofquick-closing actuators involved more thanan undergraduate thermodynamics classexercise. It was critical to assure sufficientpressure after a fast extension to be surethat enough thrust was avail-able to assure valve consideration wasrequired to the environmentaltemperatures in typical cus-tomer specifications. Safe oper-ation is required at the lowestnormal temperatures (when thestored gas pressure is mini-mum), but pressure boundarystresses must be within Codelimits at the highest normalenvironmental temperature(when gas pressure is maxi-mum).Redundancy of safety-relatedequipment is an often misunder-stood term. Considering thatthe retracted Type A actuator isalways ready to close a valve,redundancy is applied only tothe hydraulic equipment whichassures that the actuator willextend (and close the valve)when the appropriate signal isgiven by the control is providedthrough two separate hydraulicmanifolds (mounted on oppositesides of the actuator), contain-ing identical sets of electrical andhydraulic equipment to assure release ofhydraulic fluid from the actuator cylinder tothe reservoir.